ROBLONADOS, TEMPLADOS Y OTROS PROCESOS.-
| CURSOR A LA DERECHA PARA VER 21 FOTOS ⇒ ⇒ ⇒ |
INTRODUCCIÓN.-
Es muy interesante para el mecánico modelista conocer el fundamento de algunas técnicas y procesos del mundo de la forja y la fragua, como algunas de las mencionadas a continuación, y que tienen bastante relación con ciertos trabajos o procesos del modelismo tripulado, aunque sea a una escala menor, a saber:
INFORMACIÓN GENERAL SOBRE TRABAJOS DE FORJA .-
La soldadura de forja tradicional consiste en unir dos piezas de acero sin utilizar ninguna aportación de otro material. Para lograrlo primero se calientan al rojo sobre un lecho de carbón. Colocadas luego sobre un yunque se golpean fuerte y continuamente con un martillo o mazo hasta que lleguen a soldarse en un solo bloque. Este proceso habrá de repetirse varias veces, recalentando cada vez para recuperar la temperatura inicial y ayudando al principio con productos como el bórax que pueden facilitar la unión. En el forjado de ciertas hojas de armas blancas, la pieza es plegada en su punto medio sobre si misma y vuelta a empezar, proceso que puede repetirse muchas veces para proporcionar una extrema dureza al trabajo y/o crear los damascos.
La forma industrial es calentando las piezas por otros medios mas rápidos y utilizar prensas y martinetes hidráulicos que golpean de modo continuo y con mas presión, aunque la mecánica es similar.
Si bien no es un proceso de soldadura de forja propiamente dicho, mencionamos por curiosidad ferroviaria la modalidad industrial en la fabricación de piezas a partir de un bloque o dolla a alta temperatura, por medio de prensas o de martinetes hasta darles forma para luego ser mecanizadas con precisión si así lo requiere el diseño.
Esta técnica, perfectamente usada en la actualidad con medios modernos, ya comenzó a ser utilizada en las antiguas factorías de locomotoras de vapor del siglo XIX, donde así fabricaban bielas, soportes, balancines y otras piezas
INFORMACIÓN SOBRE TRABAJOS DE FORJA DE INTERES PARA EL MODELISMO TRIPULADO.-
Y ya metidos de lleno en la "fragua", que mejor lugar para incluir ciertas tareas que resultarían imposibles sin la ayuda del calentamiento que normalmente aplicamos con un soplete de gas, sea del tipo que sea, o con hornos elétricos o de gas si se dispone de ellos. Estos trabajos son:
- Templados.
- Cementados.
- Pavonados.
- Recocidos.
- Roblonados.
Son cinco procesos sencillos pero de gran utilidad para el trabajo del mecánico modelista, y que no requieren de herramientas sofisticadas, pero que hay que saber hacer correctamente si se desea obtener buenos resultados. De cualquier forma las pautas aquí descritas solo deben tomarse como una referencia meramente orientativa dentro de un proceso amplio que puede presentar muchas variantes.
TEMPLADO.-
Técnica con la que se logra aumentar el tanto por ciento de carbono en el cuerpo de una pieza de acero, lo cual le proporcionará una gran resistencia y dureza tanto interna como exterior.
En ciertos diseños los aceros templados presentan además la propiedad de ser flexibles ante la presencia de una fuerza externa, pero con la capacidad de recuperar su postura original una vez que ésta cesa. Por otro lado una pieza templada es mas frágil a los golpes o a las deformaciones exageradas que pueden llegar a quebrarla según sea el grado de dureza alcanzado.
Son ejemplos clásicos de elasticidad los muelles, piezas que bajo presión admiten cierta deformación momentánea, para recuperar su forma original en cuanto desaparece la tensión externa, como las láminas de una ballesta o los cuchillos y las hojas de afeitar, utensilios que no podemos doblar de forma permanente sin quebrarlos.
La técnica del templado básicamente consiste en calentar una pieza al rojo, y sumergirla en un fluido para que pierda su temperatura de una forma mas o menos rápida, todo un proceso que puede llevarse a cabo de muchas maneras, y por lo tanto obtener distintos resultados. En los siguientes párrafos, tablas y listas aparecen los datos básicos con las pautas más sencillas e interesantes para nuestros trabajos en el taller, a saber:
El calentamiento.-
Puede hacerse dentro de un horno, o bien a mano con soplete, que suele ser la opción más común. En éste caso conviene escoger un sitio protegido de corrientes de aire y montar un pequeño cajón con ladrillos refractarios donde se colocará la pieza a templar.
Se aplican uno o dos sopletes (si disponemos de ayuda), hasta calentar la pieza lo suficiente para pasar al siguiente paso. El cajón de refractarios acorta el tiempo de calentamiento e impide que el calor escape, reconcentrándolo en el interior. Es conveniente tener preparadas unas pinzas para poder mover y manejar la pieza con rapidez.
La siguiente tabla nos da una idea sobre las temperaturas y los colores característicos que puede alcanzar el metal, método que nos sirve tanto ahora para el proceso del templado, como luego para los cementados, recocidos o pavonados. En cualquier caso es siempre aconsejable comprobar el color bajo una luz floja y no directa a fin de calibrar mejor la temperatura, ya que una luz potente nos llevará a error.
| COLOR | TEMPERATURA |
| Blanco | + de 1.300° |
| Amarillo | + de 1.000° |
| Naranja | de 871° a 975° |
| Cereza con brillo | de 760° a 860° |
| Cereza sin brillo | de 550° a 760° |
| Negro | - de 550° |
El enfriamiento.-
Como antes se dijo, se trata de que la pieza baje su temperatura de una forma mas o menos brusca para alterar su estructura. La siguiente lista presenta los métodos más corrientes de enfriamiento y sus resultados teóricos:
- Exponer en un chorro de aire contínuo: temple ligero.
- Inmersión en baño de acetite: temple medio a duro.
- Inmersión en baño de agua fría: temple extremo.
Aparte del tipo de baño y por supuesto de la calidad del propio material, la calidad del temple también va a depender de varios factores, como la temperatura que le demos a la pieza, o la forma de sumergirla que podrá ser rápida, lenta, de golpe, una o varias veces o solo una parte, siendo éste último punto muy importante si se desea dejar parte de la pieza sin templar. Sirva como ejemplo muy claro la hoja de un cuchillo, donde el mango no debería estar templado a fin de poder hacer con facilidad los taladros para el mango.
Como norma general saber que un templado brusco y extremo (alta temperatura e inmersión en agua muy fría, por ejemplo), produce templados extremos, pudiendo provocar fisuras y grietas en la pieza, además de hacerla muy frágil a los golpes.
La forma clásica de comprobar el temple es intentar morder la superficie de la pieza con una lima. Si ésta patina sobre el metal como si fuese de vidrio es que el temple es bueno, o deficiente si logramos hacer melladuras.
Ante un abanico con tantas posibilidades (que son las que hacen de la forja un arte), el aficionado puede tomar como referencia general lo siguiente:
Calentar la pieza hasta unos 1000°:, sumergirla una vez y de golpe en un baño de acetite usado de motor hasta que se enfríe, repitiendo el proceso si fuera necesario. Lo demás son pruebas que aunque no utilicemos normalmente es bueno conocer, y que el propio aficionado puede ir probando si desea experimentar, mejorar resultados o simplemente saber mas.
DESTEMPLAR Y TEMPLAR EN UN MISMO TRABAJO.-
En ciertas ocasiones interesa poder mecanizar, moldear o cambiar la forma de un elemento de acero templado (flejes, planchas, muelles, etc), un trabajo árduo ya que su temple hará muy difícil la mecanizaciuón o el doblado, además la pieza tenderá siempre a recobrar su forma primitiva. Para poder moldearlas habrá que hacerles perder o reducir el temple, modificarlas o mecanizarlas, para devolverles finalmente de nuevo su temple original. En éste estado de cosas podemos considerar como ejemplo el siguiente trabajo:
Los mecánicos modelistas utilizamos a menudo los muelles en tiras para fabricar las suspensiones de los vagones y locomotoras, ya que son infinitamente mas baratos que los muelles industriales hechos a medida. El problema de las tiras es que hay que cortarlas a la medida adecuada con una amoladora, obteniendo muelles donde sus extremos no quedarán planos para hacer un buen asiento a escuadra en sus apoyos superior e inferior. Para arreglarlo calentamos al rojo sus extremos dejando que se enfríen lentamente para destemplar la espira final de cada lado.
En ésta situación podremos doblar la espira fácilmente con unos alicates y rematar el trabajo con un ligero toque de amoladora hasta darle un asiento a 90° con respecto al resto del muelle. Finalmente volvemos a calentarlos templando las puntas en un baño de aceite o mejor de agua fría, y ya tendremos muelles industriales tirados de precio.
CEMENTADO.-
Hay mecanismos que sufren un roce continuo afrontando el riesgo de un desgaste prematuro. Son, por ejemplo, el caso de las piezas que conforman la distribución de una locomotora de vapor (véase el sector, el taco deslizante, etc), o el de las resbaladeras de la cruceta de salida de los pistones, o de cualquier otro dispositivo que deba sufrir un continuo roce de giro o lineal de vaivén, agravado muchas veces por lubricaciones deficientes, como les ocurre a las locomotoras de vapor. En esos casos es conveniente crear sobre ellas una capa superficial extra-dura (Case Hardening en terminología Inglesa) para que aguanten el roce y demoren el natural desgaste.
Para fabricar dichas piezas se utilizan aceros sin templar, procediendo después al cementado propiamente dicho, a saber:
Se utiliza un polvo especial para cementados, y que era hecho de polvo de huesos, aunque hoy en día los hay también de otras composiciones. Sea cual fuere el producto, se ha de colocar en una cubeta metálica (la tapa de chapa de un tarro de cristal puede servir).
Seguidamente se calienta la pieza hasta unos 1000°, enterrándola inmediatamente en el polvo de cementar, donde se le seguirá aplicando calor con el soplete, removiendo al mismo tiempo la pieza que siempre debe estar bien recubierta. Podemos sacar la pieza y repetir el proceso varias veces. De hecho, contra mas veces se repita esta operación, mas endurecimiento superficial se conseguirá. Industrialmente es un proceso que puede durar horas, en nuestro caso con 10 ó 15 minutos puede ser suficiente.
Una vez fría se coloca la pieza en el caracol o tornillo de banco y se intenta limar su superficie. Si la lima muerde el acero y deja mella es que su superficie no está cementada, por lo que habrá que repetir el proceso. Si por el contrario la lima no es capaz de morder el material (como si fuera de vidrio), es que se ha logrado el cementado.
El comentario final sobre éste tema es que no hay que confundir el templado con el cementado. El primero afecta a todo el cuerpo tanto interno como externo de la pieza, mientras que el segundo es solo un tratamiento superficial. En cualquier caso y en comparación, el cementado ofrece un endurecimiento mucho mayor que el simple templado. Cada cosa en su sitio y para un uso específico.
PAVONADO.-
Es la cualidad por la que una pieza metálica adquiere un tono oscuro en su superficie, lo que la hace mas estética y que debidamente aceitada ayuda a protegerla contra la oxidación. Un proceso mas que recomendado cuando se trata de piezas pequeñas o que no deban ser pintadas.
El pavonado puede lograrse mediante productos químicos con los que se prepara un baño que puede ser frío o a alta temperatura. Una técnica mas laboriosa y que puede resultar un poco mas cara.
Otra forma mas sencilla es el pavonado térmico. Pare ello se sujeta la pieza en cuestión y se calienta con el soplete al rojo vivo, sumergiéndolas inmediatamente en aceite de automóvil usado, repitiendo el proceso si fuera necesario.
Aparte de darle un cierto temple a la pieza, le proporciona un color negro cerúleo muy bonito. Además, una vez aceitada retiene parte del lubricante en sus poros contribuyendo a prevenir su oxidación. Éste sistema tiene a veces ciertos problemas con las piezas con baño galvánico, y que puede rechazar el pavonado en todo o en parte. Para evitar éste problema lo mejor es rehuir los metales galvanizados, o bien lijarlos lo mejor posible para eliminar la capa superficial del citado baño, aunque esto puede llegar a ser difícil y tedioso.
RECOCIDO.-
Bajo este título mostramos un método para evitar problemas de deformación a la hora de fresar piezas largas, como por ejemplo las bielas maestras o acopladas de una locomotora. El recocido es un proceso que según se realice sirve para varios propósitos, y entre ellos el que más nos interesa aquí es el de eliminar o minimizar las tensiones superficiales del acero.
De hecho, si tenemos que mecanizar bielas acopladas, éstas suelen tallarse a partir de pletinas calibradas que deberán ser fresadas longitudinalmente para obtener los rebajes laterales (a veces también superiores e inferiores), y que les darán finalmente su característica apariencia, un valor tanto estético como necesario para crear la fuerza estructural que necesitarán para soportar importantes tensiones durante la tracción.
Para ello habrá que fresar primero una cara y después la otra. Pero vayamos por partes: tras rebajar uno de los lados la futura biela se habrá curvado ligeramente hacia un lateral. Esto es debido al desequilibrio de tensiones creado entre ambos lados al vaciar material de uno de ellos.
El resultado será una pieza curvada y desalineada que, en el caso de un componente tan importante y preciso como debe ser una biela puede resultar un auténtico desastre mecánico.
La forma de evitar o minimizar éste problema es calentando la pieza entre 600° y 700°, manteniéndola así al menos unos 30 minutos, para luego dejarla enfriar lo más lentamente posible a lo largo de las horas. La pieza no necesitará ser templada de nuevo.
Un horno de los utilizados en cerámica resulta ideal, ya que una vez "cocida" la pieza, se apaga y se deja enfriar dentro unas horas. Para los que no dispongan de éste aparato, se pueden calentar la piezas con un soplete lo más homogéneamente posible, dejándolas luego bien protegidas de corrientes de aire encerradas entre ladrillos refractarios para que pierdan el calor muy lentamente.
El buen resultado del proceso recaerá también en la buena calidad del acero empleado, ya que no se le pueden exigir los mismos resultados a un buen material que al clásico trozo de hierro desconocido que pueda haber caído en nuestras manos o, como se suele decir, no hay que pedir peras al olmo.
ROBLONADOS.-
Nota inicial.-
Las funciones de los roblones y de los remaches son básicamente las mismas, sujetar fuertemente y de modo permanente dos piezas distintas. La técnica de los roblones se basa en coser las piezas con pernos alargados de acero o hierro (roblones), mientras que los modernos remaches de hoy son normalmente de aluminio.
Cuadra perfectamente plantear el tema del roblonado dentro de éste capítulo, ya que es una técnica muy antigua, poco utilizada a día de hoy, pero como decíamos al comienzo, absolutamente ligada al mundo de la herrería, la forja y también, como veremos, al modelismo tripulado.
Cuando la soldadura por arco no existía, o incluso cuando allá por los comienzos del siglo XIX eran solo simples experimentos no industrializados, la única manera de construir enseres con hierro o acero era unir las planchas o las diferentes partes por medio de roblones, ya que hacerlo con soldadura por llama resultaba inviable.
Así se construían, entre otras muchas cosas, barcos, naves industriales, puentes, vagones y, como no, también locomotoras de vapor y sus calderas.
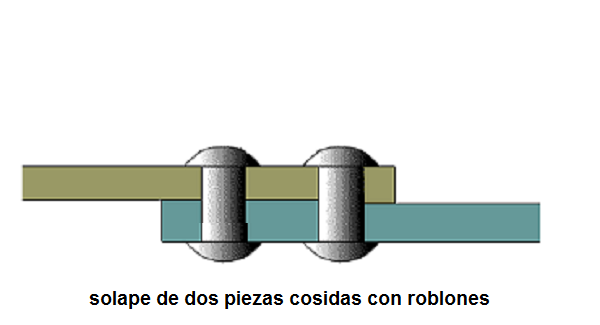
Los antiguos roblones son piezas redondas y alargadas con un extremo en forma de cabeza semiesférica, plana o incluso cónica. Pueden tener multitud de diámetros y longitudes según el uso que se les deba dar.
La técnica del roblonado consiste en solapar dos planchas de acero varios centímetros, hacer una serie de taladros debidamente espaciados a través de ambas y a largo del solape, y coserlas después con roblones de hierro o acero. Estos se insertan a mano al rojo vivo y, mientras un operario sujeta con una herramienta especial la parte de la cabeza semiesférica para que no escape, otro trabajador remacha la opuesta con otra herramienta que golpetea fuertemente machacándola hasta darle forma, un proceso que remacha fuertemente las piezas de por vida. El uso de muchos roblones contiguos produce una auténtica unión monolítica de las piezas, y aunque no estén soldadas en el sentido que conocemos, si lo están físicamente. A veces los roblones se colocaban en dos o mas hileras en cada costura para aumentar la solidez de la unión.
Salvo en casos muy puristas, o también en muchos modelos de vapor de diseño Británico, en el modelismo tripulado no utilizamos normalmente roblones de hierro para la construcción estructural. Donde si tienen su máxima aplicación es en el apartado de decoración, tanto en las carrocerías de muchos tipos de locomotoras antiguas diesel o eléctricas, como en vagones. Pero sobre todo en las locomotoras de vapor, y en lugares como los testeros, tanques laterales, forros, cabinas y un sinfín de etcéteras.
Para el modelismo tripulado se pueden usar roblones de hierro o acero, o mas comúnmente de latón o cobre, y en lugar de remachar la cabeza interior en caliente (una técnica siempre engorrosa y difícil), se pueden simplemente clavar a presión (por ejemplo en los testeros), o soldarlos por detrás de las planchas con estaño, latón o plata, fijación mas que suficiente para un destino decorativo que no deberá en principio sufrir grandes tensiones o fatigas estructurales.
Mencionábamos en otra parte de nuestra WEB, que no hay nada más feo y antiestético que una hilera de roblones o remaches desalineados, por lo que si el uso es especialmente estético, hay que marcar y taladrar con toda precisión.
|
21 imágenes en esta categoría
4274541 Páginas visualizadas
|
|
|
|