SOLDADURA CON GASES.-
Nota inicial.-
La combustión de un gas, solo o mezclado con oxígeno, es una reacción química imprescindible tanto para las soldaduras como para otros procesos que se explican en la sección de FORJA.
El encendido se realiza a través de un soplete, o mecanismo dosificador del gas, o de la mezcla en caso de que sean dos, permitiendo la salida de la llama por una boquilla que así mismo impedirá el retorno de la combustión.
USANDO SOLO UN GAS COMBUSTIBLE.-
Es la clásica soldadura como la que siempre hemos visto utilizar a los fontaneros, y que se logra quemando directamente gas butano o propano (antiguamente también gasolina), a través de una lamparilla o soplete de mano produciendo una temperatura de 1.970° con el butano y de 1.980° con el propano.
Su uso es principalmente para la llamada soldadura blanda, es decir fundir aleaciones de estaño/plata, siendo la fusión del estaño a 231°, y la de la plata a 962°. Las varillas o hilos de aporte suelen tener normalmente entre un 3% y un 6% de plata (según calidades) siendo el resto estaño. Siempre es recomendable usar una buena aleación para obtener adherencias mas fuertes y mejores.
Es un tipo de soldadura económica, sencilla de manejar y especialmente indicada para soldar materiales como latón, bronce o cobre, así como en trabajos de unión de tuberías y racores, o para la fabricación de carrocerías con planchas de latón.
El equipo necesario consiste en una bombona (tipo Camping-Gas o similar) conectada a través de una manguera a un soplete de gatillo con salida regulable, un bote de decapante y varillas o un rollo de estaño/plata.
Las piezas deben estar limpias, secas y sin grasas, además de bien sujetas para que no se muevan o descentren en el momento de la soldadura. El proceso se inicia removiendo toda la suciedad u oxido (color oscuro) que pueda presentar el metal en las zonas a soldar. Normalmente se hace por medio de una torunda de lana de acero, para seguidamente untarlas con una fina capa de pasta o líquido decapante.
Se colocan las piezas y se aplica el soplete intentando mover continuamente la llama para calentar la zona de modo homogéneo hasta que comience a mostrar un color distinto. Se retira la llama y se roza la zona con la varilla o hilo de estaño/plata para ver si se funde. Si es así se reparte la soldadura por toda la zona, ayudando con pequeños "golpes" de llama si hace falta. Si no funde es que aún no hemos alcanzado la temperatura adecuada, procediendo a calentar un poco mas para volver a probar con el estaño.
Hay que procurar no sobrecalentar el metal, pues si ello sucede el decapante se requemará y las piezas escupirán el estaño. En ese caso habrá que enfriar y repetir todo el proceso desde el principio, comenzando con la limpieza con lana de acero.
Con los tubos y racores se usa la soldadura por capilaridad (como la de la fontanería doméstica), y que no suele dar problemas siempre que los tubos no contengan agua, ya que esto impediría la adherencia del estaño formando bolas sueltas.
Al soldar planchas para hacer carrocerías, tanques u otras partes, hay que volver a recordar el inconveniente de los sobrecalentamientos, ya que las chapas suelen ser finas y alcanzan muy rápidamente una temperatura crítica. Por otro lado si hemos de hacer soldaduras largas, por ejemplo en la unión de dos laterales y/o frontales de una carrocería, no se debe hacer toda la soldadura a la vez. Es mejor soldar una porción, preparar el siguiente tramo y continuar el proceso.
Para evitar que las partes ya soldadas se despeguen, se pueden recubrir con un trapo húmedo para absorber el exceso de calor procedente de las zonas vecinas que estemos soldando. Por motivos estéticos las soldaduras de carrocerías deben ser hechas siempre por la parte interior para evitar goterones e imperfecciones en el exterior de la unidad, y tampoco usar planchas excesivamente finas. Aunque las de mayor grosor requieran mas trabajo de mecanización y sean mas caras, siempre darán mejores resultados y mas robustez al conjunto (se recomienda un mínimo de 2 m/m).
En cualquier caso los goterones y excesos pueden ser también fácilmente eliminados en frío con papel de lija medio o fino, ya que el estaño-plata es blando y sencillo de rebajar.
USANDO DOS GASES COMBINADOS.-
Nos referimos aquí a la soldadura oxipropánica (2.780°), sistema que supone para el mecánico modelista el mejor y más económico sustituto de la soldadura oxiacetilénica (3.200°) un gas mas caro y muy peligroso por su alto poder detonante. El butano o propano proporcionan unos 500° menos de temperatura final, pero cubrirán perfectamente todos los trabajos de soldadura y otros trabajos en el taller.
El proceso es similar al del apartado anterior con un solo gas, pero ésta vez utilizando la mezcla de dos gases a través de un equipo de dos botellas, un manoreductor de control y un soplete con dos grifos de regulación. Uno de los gases será el combustible (butano o propano), mientras que el otro será el comburente (oxígeno). Éste último se compra en establecimientos de suministros industriales normalmente en botellas (negras y blancas) y de tamaño medio o pequeñas según las necesidades del aficionado, y que como las del gas se cambian por otras cargadas cuando se vacían.
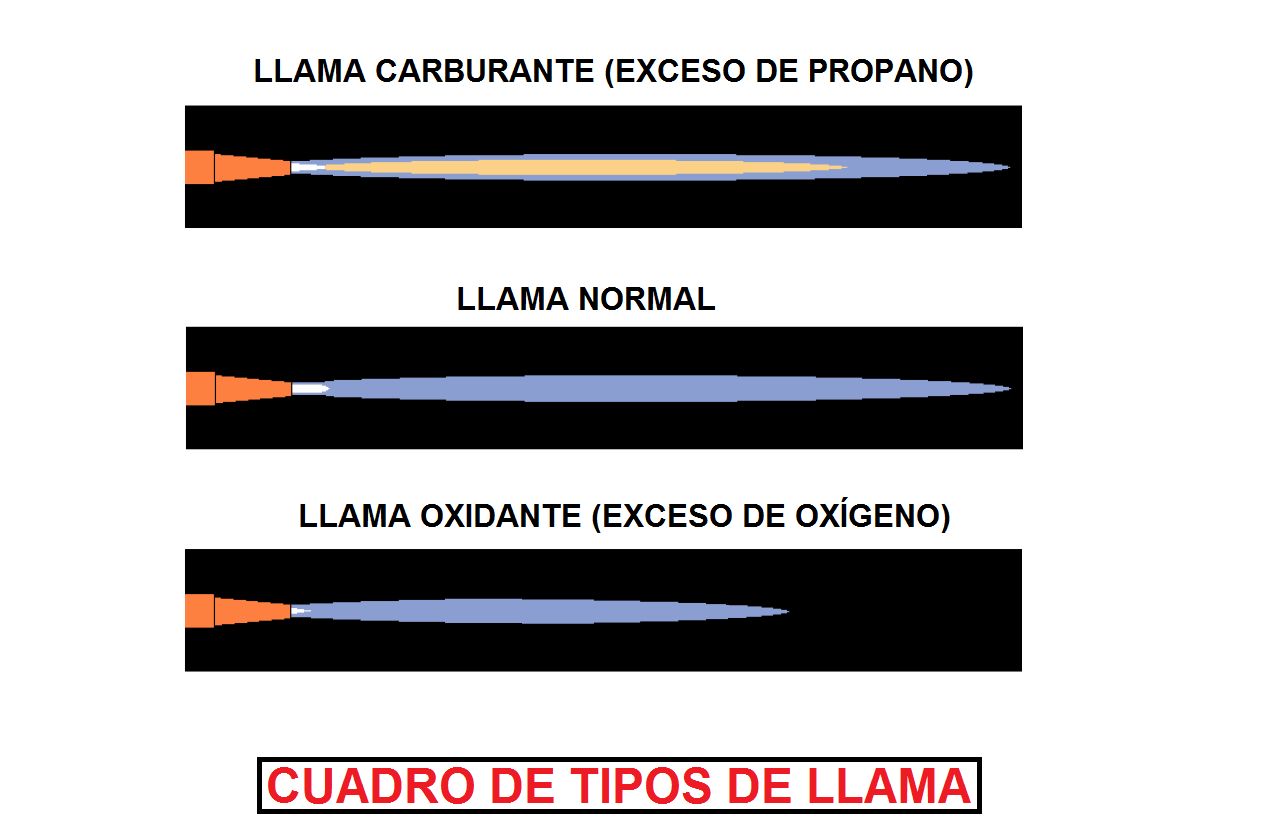
Para el encendido se abre primero suavemente el grifo del soplete correspondiente al propano, y se procede al encendido para obtener una llama moderada y humeante. Acto seguido se abre poco a poco el oxígeno, con lo que la llama se tornará larga, fina y de un blanco azulado, produciendo a la vez un clásico silbido. Si se da demasiada salida al oxígeno la flama se apagará produciendo un sonido pirotécnico. Habrá entonces que cerrar todo y reiniciar el proceso descrito hasta alcanzar la longitud y estabilidad de llama requerida, cuyo tono y tamaño se logra variando la salida de ambos gases. Practicando un poco es fácil cogerle el tranquillo. Cada tipo de llama sirve para una soldadura en particular según el cuadro expuesto a continuación.
Cada tipo de llama tiene una utilidad específica, a saber:
- Llama reductora o carburante: Es la que contiene exceso de combustible, y se utiliza para soldar hierro fundido, aluminio, plomo y con recubrimientos duros.
- Llama neutra o normal: Es la que mezcla combustible y oxígeno al 50%. Se utiliza para casi todo tipo de soldaduras con acero al carbono y con el cobre.
- Llama oxidante: Es aquella que contiene un exceso de oxígeno. Utilizada para soldar bronce y latón.
Continuando con el proceso, las piezas habrán sido previamente limpiadas y preparadas de forma análoga al proceso descrito en el apartado anterior, pero sin añadir ninguna pasta decapante, ya que en éste caso se utilizará bórax, un polvo blanco que depositaremos en un recipiente metálico de bordes bajos (la ya citada tapa metálica o similar servirá), donde poder embadurnar la varilla precalentada con la llama. El polvo blanco quedará adherido a la misma, pasando entonces a calentar las piezas para soldar aplicando la varilla de aportación (plata, cobre o latón).
Recordar una vez mas que no hay que sobrecalentar la zona. Es mejor aplicar cortos golpes de llama si vemos que la varilla no se funde, y tener en cuenta que una vez fundida hay que volver a calentarla y "rebozarla" en borax antes de seguir soldando, ya que sin el decapante/fundente será muy difícil realizar un buen trabajo.
Hay varillas de plata y de diferentes diámetros que ya vienen recubiertas de producto fundente/decapante (como si fueran electrodos), por lo que no hará falta untarlas con el bórax, aunque puede hacerse si creemos que será de ayuda en la zona a tratar.
Reseñar así mismo que con este sistema podremos soldar los clásicos latón, cobre o bronce, además del hierro, el acero, o cualquier combinación entre ellos. Y comentar por último que de momento no hacemos mención a la soldadura de aluminio con aprotación espcial, por ser un proceso muy particular, aunque procuraremos incluirlo próximamente.