SOLDADURAS ELÉCTRICAS POR ARCO.-
| CURSOR A LA DERECHA PARA VER 39 FOTOS ⇒ ⇒ ⇒ |
SOLDADURAS ELÉCTRICAS POR ARCO.-
EQUIPOS PARA SOLDAR CON ARCO:-
Hay dos tipos: El TRAFOR y el INVERTER.
EQUIPOS TRAFOR.-
Son los de tipo antiguo. Más económicos, usan transformador y trabajan con corriente alterna. Operan bien pero son pesados y con mas limitaciones que los modernos, además no deben trabajar de modo continuo a altos amperajes y/o usando electrodos demasiado gruesos.
La regulación es mas critica que en los modernos, y suelen provocar con mas facilidad el enganche del electrodo en la pieza. Podemos utilizarlos si ya los tenemos o nos lo ceden en las mejores condiciones, ya que aunque funcionan bien (se han usado durante décadas), su tecnología ha sido ampliamente superada por los nuevos tipo Inverter, además con éstos últimos el aficionado podrá lograr un mejor trabajo y acceder a otros procesos.
EQUIPOS INVERTER.-
Son equipos electrónicos mucho mas ligeros y reducidos de tamaño al carecer de transformador. Trabajan a corriente continua y pueden operar perfectamente sin límite de tiempo. Su funcionamiento es similar a los TRAFOR, y cuentan también con dos cables de salida, uno para la masa (-) y un segundo para la pinza del electrodo (+), permitiendo además poder intercambiarlos en ciertos casos que luego se comentan (polaridad directa o inversa).
La regulación es muy precisa lo que ayuda a escoger el mejor amperaje para cada material o tipo de electrodo. Todo ello hace mucho más fácil el trabajo y evita los enganches, por lo que aunque su precio sea mayor vale la pena hacerse con uno. Hoy en día se pueden encontrar buenos equipos a un costo razonable.
Los hay también mas completos y que disponen de otro potenciómetro para el control HOT START, o precalentamiento del electrodo, lo que facilita el arranque y evita enganchones, además de permitir utilizar la tecnología TIG como mas adelante se comenta en otro apartado.
AMPERAJE Y HOT START.-
El amperaje es la cantidad de corriente que llega a pasar a través del electrodo en un momento dado. Como norma básica se debe recordar que un amperaje demasiado bajo produce enganchones del electrodo y una soldadura fría y deficiente, mientras que demasiada corriente presentará lo contrario.
La capacidad de amperaje depende de la potencia y características de cada equipo, y que suelen variar desde los 0 a los 80 ó 100 Amperios en los más pequeños, hasta los 250 amperios o mas, pasando por una serie de gradaciones intermedias según las necesidades del comprador.
Para el aficionado medio un equipo de 0 a 120 Amp. es mas que suficiente, aunque siempre será mejor disponer de una máquina mas potente si la economía lo permite.
Para aquellos que dispongan de equipos con control de HOT-START, decir que suele venir indicado en fracciones de 0 a 100, recomendando soldar con el potenciómetro a unos 50, y variar arriba o abajo según veamos el comportamiento del arranque del electrodo, pero nunca haciendo cambios bruscos, sino pequeñas variaciones sobre el botón de control, ya que lo contrario termina desorientando.
ELECTRODOS.-
De modo general se pueden clasificar por cuatro características principales: composición, usos o aplicaciones, diámetro y posición de trabajo. Finalmente todos deben llevar marcados unos códigos de identificación que indican sus características.
Composición:
Las composiciones suelen ser cuatro: Acido, rutilo, celulósico y básico.
Usos y aplicaciones:
Las aplicaciones más comunes para los trabajos del mecánico modelista son: soldar hierro, acero, fundición y acero inoxidable.
Aunque se puede soldar con cualquier electrodo, cada material requiere un tipo definido si se desea obtener una soldadura adecuada y durable, así por ejemplo, para soldar piezas de fundición se requerirán electrodos especiales para la fundición, mientras el acero inoxidable necesitará electrodos de inox para que el cordón de la soldadura sea lógicamente también inoxidable, etc.
El resto de soldaduras de materiales férricos se resuelven normalmente sin dificultad con electrodos de Rutilo. Son baratos, fáciles de encontrar y cubren prácticamente todas las necesidades dentro de los trabajos del modelismo tripulado, como son las soldaduras horizontales e incluso las verticales con materiales no demasiado gruesos.
A éste respecto se hace recomendable hacer nota aclaratoria:
Dejando aparte los electrodos ácidos (que no van a resolver gran cosa en el taller), para las soldaduras en cualquier posición se recomiendan los electrodos básicos y/o celulósicos, aunque presenten así mismo varios inconvenientes, como que solo admiten equipos de corriente continua, presentan arcos poco estables, son difíciles de cebar, caros y conforman cordones irregulares. Si el aficionado ha de hacer soldaduras en posiciones comprometidas, siempre se puede intentar voltear la pieza y escoger otra posición más cómoda para resolverla con los electrodos de Rutilo, ya que los pesos que normalmente manejamos no son tampoco excesivos.
Los electrodos están formados por una varilla central, que será el metal de aportación para rellenar y crear un cordón de soldadura que consolide la unión permanente entre dos piezas. Ésta varilla va recubierta por una sustancia que la protege, y que al fundirse en el momento de establecerse el arco se convierte en una nube de gas protector para aislar la soldadura del poder oxidante del oxígeno del aire, tal y como también se comenta en otro apartado.
Deben conservarse siempre que sea posible en envases cerrados para evitarles la humedad, lo contrario provocará enganches de arranque y mal funcionamiento. Los envases más indicados son aquellos de plástico duro con forma de tubo alargado con tapa redonda. Tampoco deben ser golpeados o pisados, ya que esto dañará la capa envolvente que es frágil, mermando o inutilizando la acción del electrodo.
Diámetro:
Todos los electrodos se sirven en medidas imperiales, aunque luego se les redondee a la medida métrica más cercana. El cuadro siguiente muestra las medidas usuales y los amperajes recomendados, teniendo en cuenta que ésos últimos solo son un referencia que puede variar por diversos factores (grosor de las piezas, etc).
| Diámetro en pulgadas | Diámetro en milimetros | Amperajes recomendados
| | 3/64" | 1,0 m/m | De 20 a 40 Amp. |
| 1/16" | 1,5 m/m | De 30 a 50 Amp. |
| 3/32" | 2,4 m/m | De 40 a 60 Amp. |
| 1/8" | 3,2 m/m | De 60 a 80 Amp. |
| 5/32" | 4,0 m/m | De 80 a 120 Amp. |
| 3/16" | 4,8 m/m | De 120 a 180 Amp. |
| 1/4" | 6,4 m/m | De 180 a 300 Amp. |
CÓDIGOS DE IDENTIFICACIÓN.-
Electrodos para aceros inoxidables.-
Tomando como ejemplo un electrodo E-347-15, el significado de su código viene desglosado en la tabla inferior:
- La letra E significa que es un electrodo para soldadura de arco.
- Las tres primeras cifras indican la clase o calidad AISI del acero inoxidable (en éste caso acero 347).
- La cuarta cifra indica la posición de trabajo según el siguiente orden:
- El 1 significa en cualquier posición.
- El 2 significa en posición horizontal o plana.
- El 3 significa solo en posición plana.
- La quinta cifra indica el tipo de revestimiento y la polaridad de trabajo según un código de 0 a 8, y en éste caso concreto:
- El 5 significa de revestimiento alcalino y que solo admite corriente continua y polaridad inversa (cable del porta-electrodo al polo -).
- El 6 significa de revestimiento de titanio y que admite cualquier corriente, pero usando corriente continua la polaridad será inversa (cable del porta-electrodo al polo +).
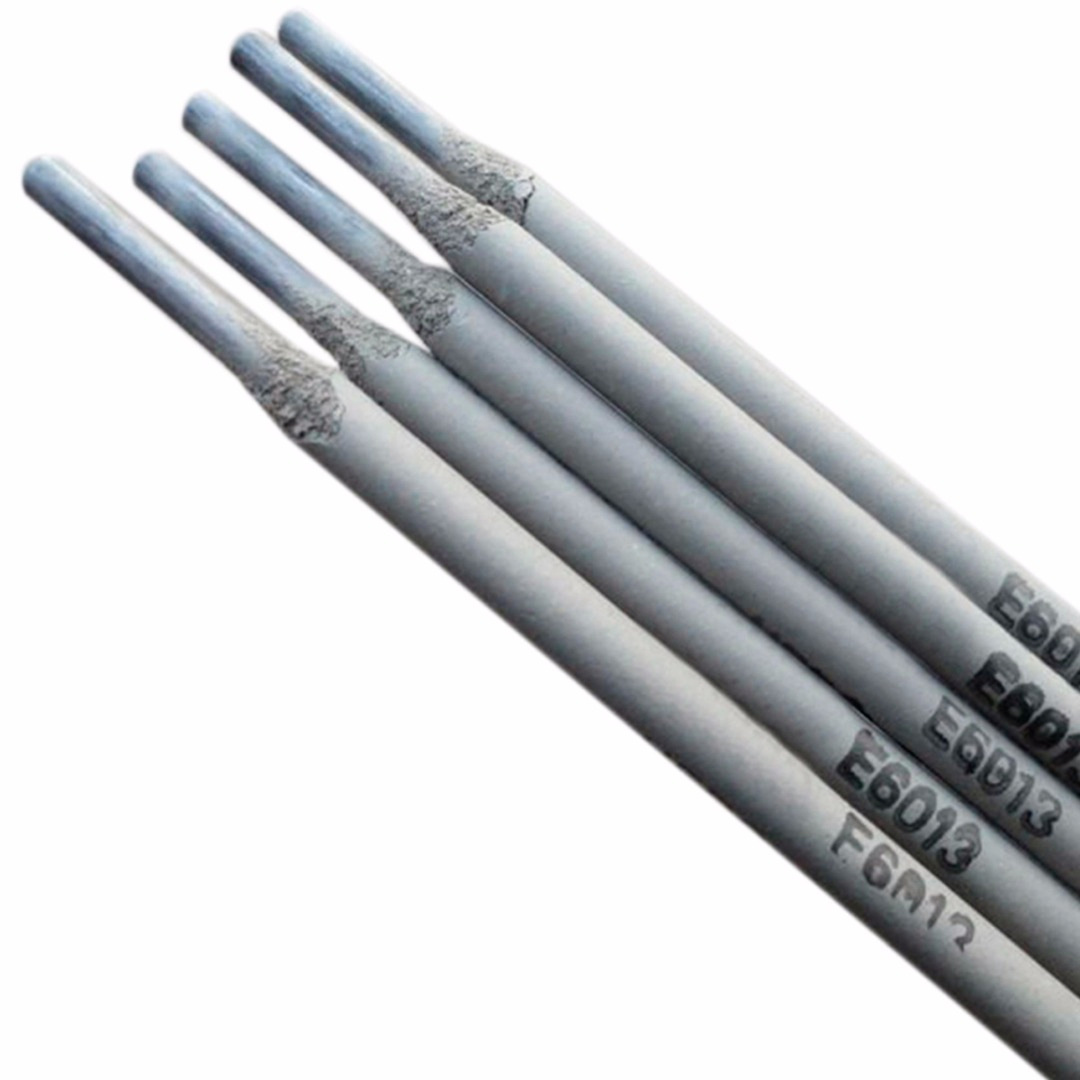
Electrodos de rutilo para aceros de alto carbono y soldadura en general.-
Como en el caso anterior, tomamos de nuevo un ejemplo, ésta vez con un electrodo de rutilo E6013 como el que muestra el dibujo siguiente:
- La letra E significa que es un electrodo para soldadura de arco.
- Las dos primeras cifras indican la resistencia del metal de aporte.
- La tercera cifra indica la posición de trabajo del electrodo según el siguiente código:
- El 1 significa en cualquier posición.
- El 2 significa en posición horizontal o plana.
- El 3 significa solo en posición plana.
- El 4 significa en posición sobre cabeza, plana, horizontal y vertical en descenso.
- La quinta cifra indica el tipo de revestimiento y la polaridad de trabajo según un código de 0 a 8, y en éste caso concreto:
- El 5 significa de revestimiento alcalino y que solo admite corriente continua y polaridad inversa (cable del porta-electrodo al polo -).
- El 6 significa de revestimiento de titanio y que admite cualquier corriente, pero usando corriente continua la polaridad será inversa (cable del porta-electrodo al polo +).

EQUIPO INVERTER.
|
LA SOLDADURA POR ARCO MMA (Metal Arc Welding).-
INTRODUCCIÓN.-
Es la más común dentro del apartado que estamos describiendo, además de una de las más interesantes para el aficionado. Utiliza electrodos recubiertos y no requiere del uso de ningún gas protector. Con ella soldaremos principalmente materiales férricos en general, como hierro, acero, fundición y también acero inoxidable.
Para ello se utiliza un equipo de soldadura del que saldrán dos cables, uno de masa (-), con una mordaza que deberá "morder" cualquier parte de la pieza a soldar. El otro (+) termina en una pinza donde se coloca el electrodo.
El proceso es simple: Al tocar la pieza con la punta del electrodo se cierra el circuito a través de la propia pieza y de la pinza de masa, saltando un arco (plasma) que provoca una altísima temperatura que fundirá la zona superficial de las piezas y la del propio electrodo que actuará aquí como varilla de aportación de material, soldando las piezas de forma permanente.
Durante ése proceso se volatiliza el recubrimiento del electrodo que crea una nube de gas protector para aislar el punto de fusión del efecto hiper-oxidante del oxígeno del aire. Lo contrario mermaría mucho la calidad de la soldadura. Estos gases se solidifican finalmente en forma de capa de escoria , que una vez enfriada se pica con el martillo y repasa con el cepillo de púas metálicas para comprobar que el cordón está bien hecho. En cualquier caso las escorias deberían ser siempre picadas y retiradas, ya que si posteriormente se pinta la pieza y ésta recibe golpes o sufre vibraciones, la cascarilla saltará dejando fallos de pintura y por ende puntos para una futura oxidación.
Cada soldadura requerirá de un tipo específico de electrodo compatible con el material a unir. Por otro lado los electrodos vienen en distintos diámetros, debiendo escoger el adecuado para el grosor de la pieza, es decir, contra mas fina sea menor diámetro de electrodo, menos amperaje de salida de la máquina, y viceversa.
CONSEJOS GENERALES PARA SOLDAR CON ARCO.-
Hay tres puntos básicos a tener en cuenta a la hora de lograr buenas soldaduras:
- Grosor de las piezas.
- Diámetro de los electrodos.
- Amperaje.
La soldadura de piezas con un grosor de menos de 2 ó 3 milímetros requiere operar, dentro de lo posible, con un amperaje bajo y con electrodos finos. Es el ejemplo del clásico caso de tubos cuadrados o rectangulares para formar bastidores u otras piezas.
Si el amperaje es demasiado alto, el electrodo muy grueso o la distancia entre la punta del electrodo y el metal es grande, se corre el riesgo de fundir la pieza y crear un agujero que, aunque posible será laborioso tapar.
TECNICAS PARA SOLDAR CON ELECTRODO.-
Antes de comenzar el trabajo hay que elegir el tipo de electrodo idóneo, su diámetro y regular finalmente el amperaje de salida de la máquina. En párrafos anteriores aparece una tabla de información al respecto, debiendo tener en cuenta que el ajuste fino final también dependerá del material a soldar, además de la experiencia del operario.
Normalmente el electrodo arrancará bien sin preámbulo alguno, pero si existe cierta dificultad en el inicio del arco lo mejor es calentar el electrodo frotándolo sobre la propia pinza de masa, o mucho mejor sobre alguna pieza sacrificable. Una buena idea es colocar un trozo de cualquier pletina bien mordida entre el cuerpo de la pieza a soldar y la pinza de masa, y utilizarla como superficie donde frotar el electrodo, y en cuanto comience a chisporrotear sin engancharse, acudir en seguida al punto de comienzo del trabajo antes de que la punta se enfríe.
Aunque hay electrodos y técnicas que permiten soldar en cualquier posición, lo más sencillo para el que empieza, como antes se mencionó es evitar las soldaduras superiores (en cabeza) y las verticales, procurando siempre que se pueda, colocar o girar la pieza para hacer una soldadura plana u horizontal. Esto ayuda a que el cordón se deposite mas fácilmente sobre el lecho en "V" que formarán las propias piezas, evitando que desborde el metal derretido, y que en cierta forma harán de carril o guía de referencia para un pulso que aún no le ha cogido completamente el tranquillo.
Al soldar el electrodo debe quedar en una posición inclinada (entre 30° y 40°) y a una distancia de la pieza de unos 5 m/m una vez establecido el arco, (tal y como se describe en alguno de los diagramas adjuntos) y mantener un ligero movimiento de pequeños círculos (de 5 a 10 m/m máximo),durante todo un avance que deber&aacure; ser continuo pero a la vez suficientemente reposado para dejar que el cordón se deposite y vaya rellenando la junta. Una velocidad de traslación demasiado rápida producirá un cordón defectuoso y lleno de fallos, mientras que otro demasiado lento dejará un cordón irregular con ampollas y granos, corriendo además el riesgo de perforar los materiales mas finos (planchas, tubos, etc. de menos de unos 3 m/m).
En las soldaduras verticales es mejor comenzar desde abajo para que el cordón se forme sobre sí mismo, lo que ayudará en el proceso. Otro punto a comentar es que un electrodo demasiado cercano a la pieza provoca enganches y /o cordones irregulares o amontonados. Lo contrario provocará un chorro de plasma largo que funde más fácilmente las piezas y deshace el cordón dejando burbujas, calvas y otros fallos, como también ya fue comentado.
MUY IMPORTANTE: ALTERNANCIA DE PUNTOS DE SOLDADURA.-
Ejemplo práctico:
Imaginemos que el trabajo consiste en una estructura rectangular (el clásico chasis o bastidor de un vagón o locomotora hecho con trozos de ángulo, tubo o similar). Numeraremos de forma imaginaria y en el sentido de las agujas del reloj los 4 vértices como A, B, C y D. Comenzaremos a soldar el primer punto en el ángulo A, el siguiente debería ser en el C, continuando con el B y terminando en el D, girando todo el chasis para repetir lo mismo por el lado contrario.
Si el bastidor son dos planchas laterales con dos pletinas que actúan como testeros frontal o trasero, el sistema es el mismo, aplicando el sentido común en el resto de estructuras o trabajos que se deban afrontar. Si se tratara de un círculo (la tapa de una caldera o depósito), se divide la circunferencia en 4 puntos a soldar intercalados en cruz (de 0° a 180°, y de 90° a 270°) rellenado el resto de puntos intermedios, pero siempre en diagonal para minimizar al máximo las deformaciones.
Una vez fijada la futura estructura, se continúa con pequeños cordones siempre intercalados de forma diagonal hasta completar la soldadura total. Sin embargo es importante tener en cuenta que en ciertas estructuras, sobre todo en las mas largas, es innecesario hacer una soldadura completa. Basta con pequeños cordones o incluso puntos separados para darle una fuerza estructural suficiente a la pieza fabricada. Salvando las diferencias, un buen ejemplo pueden ser las carrocerías, que se suelen soldar por puntos siempre en su parte interior para no alterar el efecto estético exterior.
CORREGIR AGUJEROS Y PERFORACIONES.-
Al soldar estructuras o marcos con tubos o chapas de pared fina, no es infrecuente que se produzcan agujeros debido a alto amperaje o por temperatura muy alta al dejar el electrodo demasiado tiempo sobre un mismo punto, o por tenerlo demasiado separado de la pieza.
Taparlos es siempre un trabajo lento y engorroso que hay que procurar evitar, pero que le puede pasar, y de hecho le pasa hasta al más avezado soldador. A menos que el agujero sea monumental y requiera de un añadido de plancha, la forma más común de solucionarlo es la siguiente:
Se pica y cepilla bien el cráter y se van aplicando pequeños puntos de soldadura siguiendo la clásica forma diagonal antes descrita. Entre punto y punto hay que esperar unos segundos para dejar que el metal se enfríe, ya que una acumulación de calor seguramente agrandará el agujero. También en casos extremos o con falta de práctica se puede ayudar enfriando la zona con un paño húmedo (un pequeño toque basta) para seguir aplicando puntos. Básicamente se trata de ir recreciendo el agujero hacia dentro, hasta acabar en un punto central que se tapa a su vez con un toque final.
El aspecto del arreglo puede que no sea para concurso, pero eso no debe preocuparnos ya que se utiliza la amoladora (con disco de lija en tingladillo mejor que con uno de desbaste que es demasiado agresivo) para rebajar el recrecimiento. Pueden salir seguramente restos del agujero primitivo u otros pequeños defectos que se irán tapándo de nuevo de forma similar a la descrita al comienzo, vuelta a la amoladora y así hasta dejar una superficie aceptable. Es un proceso que con un poco de paciencia suele dar excelentes resultados, además de la satisfacción de haber salvado el trabajo.
AMOLADO Y PULIDO.-
El uso de la amoladora (mejor de disco de 125 m/m), es esencial para retocar el aspecto de las soldaduras. Los discos de desbaste, también conocidos como de piedra, sirven para el amolado rápido y profundo, dejando un aspecto basto pero suficiente para una estructura, pero deficiente para una superficie vista. Para lo segundo se usan discos de lijas para amoladora, que presentan muchas pequeñas tiras de lija sólidamente aferradas en tingladillo. Hay de muchos tipos de grano, recomendando entre grado 60 (basto) a 120 (fino)
ALGUNAS NOTAS FINALES.-
Aunque ya se comentó, es conveniente recordar que con electrodos descascarillados o húmedos no podremos iniciar una buena soldadura al provocarse el enganche continuo del electrodo, incluso aumentando el amperaje. Es por tanto imprescindible mantenerlos siempre dentro de sus cajas (mejor si son redondas de plástico con tapa) hasta el momento de utilizarlos. Si están húmedos se pueden meter en un horno a temperatura moderada para secarlos. Los descascarillados deberían ir directamente a la basura.
Cuando se tengan que soldar materiales galvanizados, hay que tener en cuenta que producen gases tóxicos e irritantes. Siempre que se pueda es mejor retirar el baño galvánico con la amoladora y un disco de lija, pero si ello no es posible hay que hacer las soldaduras con una buena ventilación.
No se debería soldar bajo condiciones de extrema humedad, lluvia o ambiente similar. La corriente empleada en éste tipo de soldadura puede llegar a producir alguna pequeña y molesta descarga, que sin embargo nunca será peligrosa.
Todo lo descrito en éste apartado, y que en principio puede parecer complicado para el que nunca ha soldado, resulta finalmente fácil e intuitivo, siendo el mejor consejo practicar con trozos y piezas sacrificables, quemando al menos una buena caja de electrodos (son baratos), practicando diferentes posiciones o solapes entre piezas, y aprender de los errores, que serán en poco tiempo y con buena voluntad menos de los esperados.
SOLDADURA CON POLARIDAD DIRECTA O INVERSA.-
Para dejar claros algunos conceptos, decir que solo se puede cambiar la polaridad de la soldadura con un equipo INVERTER, ya que los TRAFOR trabajan con corriente alterna, alternando por tanto continuamente sus dos polos de salida.
Ambas polaridades presentan distintas cualidades de penetración del cordón de aporte en los materiales soldados, a saber:
Polaridad directa.-
Es cuando el cable de la pinza porta-electrodos está conectado al polo negativo (-) y el de la pinza de masa al positivo (+) En éste caso los electrones circulan del electrodo hacia la pieza a soldar, que estará mas caliente.
Es la más empleada, especialmente para soldadura TIG y para la MMA con ciertos electrodos revestidos como los de Rutilo. La siguiente lista muestra las cualidades de éste tipo de polarización:
- Deforma menos las piezas.
- Tiene mayor avance de la soldadura.
- Los cordones son mas estrechos.
Polaridad inversa.-
Es cuando el cable de la pinza porta-electrodos está conectado al polo positivo (+) de la máquina, y el de la pinza de masa al negativo (-). Aquí los electrones circularán desde la pieza hacia el electrodo, el cual tendrá mas temperatura que la propia pieza a soldar.
Los beneficios que puede aportar éste tipo de polarización son conseguir mayores penetraciones utilizando electrodos básicos además de una buena estabilidad del arco.
Éste tipo de polarización no se emplea para la soldadura tipo TIG, excepto al soldar aluminio.
CORREGIR CORDONES DEFECTUOSOS.-
Una soldadura que presente huecos o zonas sin llenar deberá ser repasado para completar el cordón. Si la soldadura está muy mal o presenta muchos grumos, se puede usar la amoladora con disco de piedra de desbaste y reducir el cordón o los defectos más sobresalientes, y proceder a aplicar un segundo cordón que tape y complete al primitivo.
Posiblemente no pueda obtenerse un aspecto perfecto, pero siempre y cuando no sea un cordón visto y la unión de las piezas sea fuerte, bastará para salvar el trabajo aunque no sea perfecto, y será sobre todo un paso mas para aprender a hacerlo mejor. Con la amoladora podremos mejorar la estética, pero evitando rebajar excesivamente el cordón hasta el punto de llegar a debilitar la unión estructural de las piezas, ya que entonces será peor el remedio que la enfermedad.
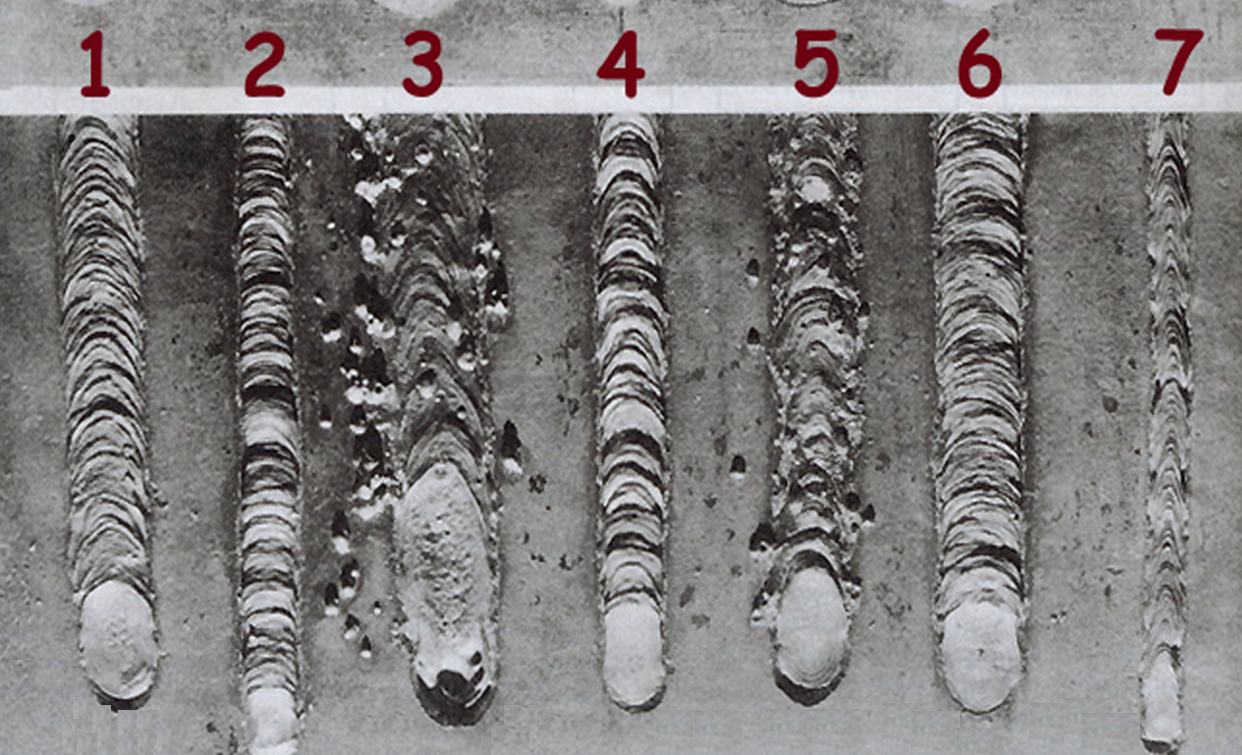
CUADRO DE ERRORES
Los defectos en las soldaduras de arco pueden ser muy variados, tantos como manos empuñan la pinza. El clásico cuadro superior muestra los más comunes, mientras que la lista inferior los detalla, a saber:
| N° | CAUSAS | EFECTOS |
| 1 | Cordón correcto | Soldadura densa y contínua sin mostrar fallos o huecos |
| 2 | Amperaje bajo | Reduce la fusión y el grosor del cordón |
| 3 | Exceso de amperaje | Fusión muy alta que provoca salpicaduras |
| 4 | Longitud del arco muy corta | Electrodo demasiado cerca, cordón mas frio |
| 5 | Longitud del arco muy larga | Electrodo muy separado,con efecto similar al punto 3 |
| 6 | Velocidad de avance lenta | Produce cordones demsiado anchos y espesos |
| 7 | Velocidad de avance muy alta | Deja cordón muy escaso y con poros |
SOLDADURAS CON GASES INERTES.-
Son las conocidas como TIG, MIG y MAG. Las tres son soldaduras de arco pero no utilizan electrodos, y se sirven de gases inertes para proteger las soldaduras.
Son similares y sus ventajas, entre otras, son la alta productividad, el trabajo en cualquier posición, mejores acabados y poder aportar mas metal al cordón.
SOLDADURA TIG (Tugnsten inert gas).-
Es un tipo de soldadura por arco que utiliza equipos tipo INVERTER adaptados para el uso de una pinza TIG y el aporte de un gas protector.
La pinza dispone en la punta de un pequeño electrodo de tungsteno alojado en un soporte, y encerrado en una boquilla por donde al operar se eyecta una nube constante de gas helio, argón o una mezcla de los dos. Ésta nube protegerá la soldadura del contacto directo con el oxígeno del aire que es extremadamente activo y corrosivo, proporcionando cordones de soldadura mas limpios, dúctiles, resistentes y con menor peligro de corrosión.
El electrodo de tungsteno no se consume durante las soldaduras ya que su punto de fusión tiene lugar a los 3.400°. Por otro lado el aporte de material se hace a través de varillas manejadas a mano.
Este proceso permite controlar muy bien las temperaturas, pudiéndo soldar tanto aceros muy gruesos, como hacer cordones de gran precisión en piezas que deban soportar grandes esfuerzos.
SOLDADURAS MIG (Metal inert gas) y MAG (Metal active gas).-
Son dos tipos de soldadura similares al anterior (TIG), pero que en lugar de usar un electrodo perpetuo, utilizan un alambre o hilo continuo que se va gastando al aportar material. El hilo sale de una bobina dentro del equipo de soldadura y de forma automática a través de la pistola o pinza de soldar, dejando un cordón algo más sucio que otros y que eyectará mas proyecciones Son sin embargo ideales para aquellas uniones largas que no deban presentar interrupciones.
Las diferencias entre ambos sistemas se basan en el tipo de gas protector utilizado, ya que trabajando con MAG se usa un gas activo como el CO2, y se emplea para soldar materiales como el hierro y el acero al carbono.
Con el MIG se usa un gas inerte como en Helio, el Argón o una mezcla de ambos, y se usa para soldar aceros tradicionales, aluminios así como aceros inoxidables.
Son dos excelentes tipos de soldadura pero que requieren de equipos caros y de experiencia, aunque finalmente la propia soldadura puede resultar mas fácil que la de electrodo. Todo lo dicho no debería ser la despedida para el aficionado, sino al contrario, un posible futuro cercano si se interesan y perseveran en éste apasionante mundo de la soldadura.
|
39 imágenes en esta categoría
4274570 Páginas visualizadas
|
|
|
|