BIELAS, SECTOR Y CRUCETAS.
| CURSOR A LA DERECHA PARA VER 32 FOTOS ⇒ ⇒ ⇒ |
GENERALIDADES.-
El conjunto de bielas en una locomotora de vapor está compuesto por diversas piezas generalmente alargadas y de formas muy variadas que sirven para conectar los diferentes ejes motores (bielas acopladas), transmitir el movimiento de los motores (bielas maestras), accionar las válvulas de admisión y escape del vapor a los cilindros (distribuciones), actuar sobre el cambio de marchas (reversa), o dar movimiento a los engrasadores mecánicos, entre otras funciones. Dentro de éste grupo podríamos también incluir otras piezas diversas como son el sector con su soporte, crucetas y resbaladeras.
Su construcción requiere el uso de buenos aceros como pletinas o perfiles calibrados, y que se diferencian del resto de materiales férricos al presentar superficies lisas, brillantes, con márgenes a escuadra y medidas exactas (calibradas). También hay quien las hace con aluminio, que es más fácil de mecanizar, pero solo en el caso de las bielas motoras y acopladas, y siempre que éstas sean de un tamaño medio o grande para evitar doblados o alabeos. En cualquier caso dicho metal debería ser de una óptima calidad, y si es posible presentando ranurados laterales que confieran a la pieza una forma de perfil estructural para aumentar su rigidez y evitar que pueda doblarse con los esfuerzos. En los párrafos siguientes siempre nos referiremos a las hechas con acero, puntualizando que cuando se cite el término
rebaje significará una reducción en el grosor de la caña de una biela, mientras que el término ranurado se refiere a los acanalamientos laterales para darle estructura y resistencia a la pieza en cuestión.
PREPARACIÓN DE LOS MATERIALES.-
Antes de mecanizar cualquier biela de una cierta longitud es conveniente eliminar la tensión superficial del metal, ya que en caso contrario al mecanizarla tenderá a combarse hacia el lado contrario al corte. Para ello basta con calentar los trozos de pletina en bruto a unos 800 grados (rojo cereza), taparlos con ladrillos refractarios para mantenerlos lejos de corrientes de aire y dejar que se enfríen lo más lentamente posible. Un horno eléctrico de los usados para la cerámica es ideal para el propósito, o bien calentarlos con un soplete de butano.
La primera operación será cortar trozos de pletina calibrada para cada biela, procurando que sean al menos unos 10 m/m mas largas que la medida final. Seguidamente, y de modo análogo al capítulo de los bastidores, se procede a su limpieza y desengrase con disolvente y pintado con un espray de esmalte de marcado para proceder seguidamente a un concienzudo marcado usando un punzón metálico de punta fina, regla metálica, compás de puntas y un puntero para punchar los puntos centrales de los taladros.
MECANIZADOS.-
La fabricación de una biela es una tarea laboriosa que requerirá de varias operaciones, tales como la puramente mecánica con fresados laterales y/o de planeo, redondeo de las cabezas, rebajes, ranurados, etc, y los trabajos hechos a mano similares a los de un mecánico matricero, donde se utilizan limas finas y esmeriles para obtener ciertas formas o retocar y suavizar los acabados finales. Todo lo anterior compone un tema extenso que reducimos a algunas recomendaciones genéricas y siempre basadas en el empleo de un taladro-fresador, ya que la disponibilidad de una fresadora industrial y/o con cabezal giratorio queda fuera del alcance de la mayoría de los aficionados.
Como primera normal general, siempre que el fresado se haga sobre alguna pieza de una longitud apreciable, ésta deberá quedar bien falcada y apoyada en el punto medio del lado contrario al corte para evitar que la presión ejercida por la herramienta combe la pieza y se obtenga finalmente un mal mecanizado. Esto se aplica tanto si la biela reposa horizontal sobre la mesa como si es sujetada verticalmente usando un ángulo.
La herramienta mas común empleada en estos procesos será la fresa frontal, tanto en su versión de desbaste para eliminar rápidamente gran cantidad de material superfluo, como las de acabados finos de tres o cuatro labios. En ocasiones pueden ser útiles las fresas de planeo o las de corte frontal y lateral si se dispone de ellas, debiendo en cada caso estudiar la conveniencia para su uso. Las velocidades de giro pueden ser intermedias (entre 500 y 1.000 r.p.m.), y el diámetro de las fresas frontales dependerá del trabajo en cuestión, abarcando normalmente de entre 6 y 8 m/m hasta 20 ó 22, especialmente para los desbastes. Las fresas nunca deben ser sujetadas en un porta-brocas, elemento que carece de la fuerza necesaria para mantenerlas firmes, sino en una pinza porta fresas especial para las mismas y que se coloca en el husillo de la máquina.
Si existen rebajes laterales en el cuerpo principal de las bielas, se mecanizan con una fresa frontal montando la pletina verticalmente y amarrándola a un ángulo robusto fijado en la mesa de la fresadora. Los ángulos de precisión son elementos caros, por lo que también se pueden fabricar a partir de trozos de ángulo de acero de unos 10 Cm. de lado. Si se desea una mayor exactitud se les pueden fresar sus caras exteriores a 90° con una fresa de planeo, aunque esto no es necesario para poder obtener buenos resultados estéticos. Estos ángulos tendrán una serie de taladros que cada modelista hará según sus necesidades, tanto para fijar las piezas a mecanizar, como para amarrar el propio ángulo a la mesa de la fresadora.
Los rebajes superior e inferior del cuerpo de la biela se hacen de manera similar pero colocando la biela horizontalmente sobre la mesa de la fresadora, y separándola o elevándola un poco con arandelas o espaciadores para evitar que la herramienta muerda la mesa.
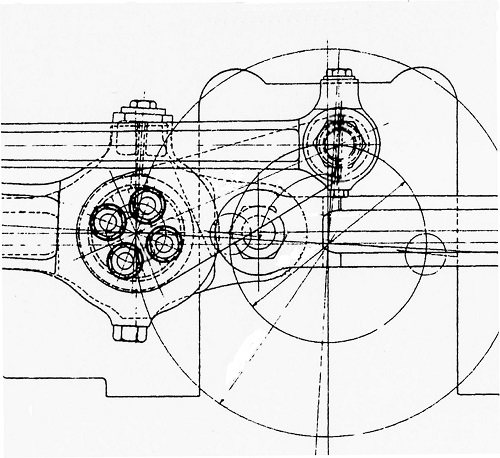
Las bielas maestras se harán según las especificaciones del plano, comprobando que la distancia entre sus taladros extremos, uno para el bulón del eje principal y el otro para el engarce con la cruceta sean los correctos, y donde la posición de los cilindros será esencial, aunque a veces ciertos errores menores de distancias pueden ser corregidos variando el ajuste del vástago del pistón con la cruceta.
Ranurados.-
Centrados en los laterales, especialmente de las bielas acopladas y las motoras, se presentan a cada lado unos ranurados longitudinales (que suelen ir pintados de color rojo o negro) y que sirven para dar mas robustez a las piezas. Estas ranuras se pueden hacer con una fresa woodruff sujetando bien la biela en posición vertical sobre un ángulo, o bien con una fresa frontal con la biela acostada en posición horizontal. El primer método dejará un escape o rampa al final de las ranuras, mientras que la frontal no. Ambas son efectivas, aunque las primeras serán exactamente como las del ferrocarril real. En cualquier caso es conveniente hacerlas en ambos lados para evitar tensiones en el material y que se curven. Como antes se mencionó, estos ranurados proporcionan a la pieza una estructura que la hace mucho mas fuerte y resistente a las deformaciones, sin embargo hay modelos cuyas bielas no los llevan.
Para complicar un poco mas las cosas algunas bielas maestras presentan ranurados laterales cónicos, es decir, el canal tiene una anchura pequeña en el lado donde la biela engarza con la cruceta, y mas ancha en el extremo opuesto donde se une a la rueda motora. El mecanizado se realiza entonces en dos fases, y donde el tornillo que sujeta la biela por el lado del ranurado estrecho no debe ser movido, mientras que habrá que aflojar el contrario para desplazar lateralmente "un poco" la pieza, apretándolo bien antes de seguir con el siguiente mecanizado. El resultado será un canal cónico, una operación que suele hacerse a "ojo" ya que no es un ajuste crítico, pero que al mismo tiempo debe ser realizado con cuidado a fin de no arruinar los acabados. Cualquier imperfección menor podrá ser suavizada luego a mano. Este mismo sistema puede aplicarse cuando la caña de la biela también deba ser cónica, en cuyo caso los rebajes se harán de forma análoga (ver apartado anterior).
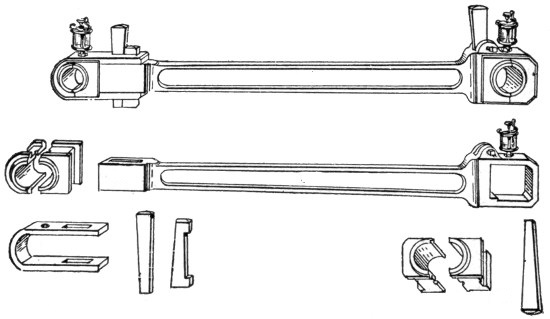
Las cabezas.-
Las cabezas de las bielas pueden ser cuadradas (tipo antiguo) o mas comúnmente redondas, y suelen llevar una protuberancia superior de forma cuadrada o rectangular para conformar un engrasador por gravedad. Las primeras permiten algunas mecanizaciones con la fresa, pero la parte interior hay que hacerla a mano utilizando buenas limas, mini escuadras y paciencia.
Las de cabezas redondas se pueden mecanizar con una fresa frontal. Primero se rebaja a mano el metal sobrante usando la sierra de arquillo o una amoladora con disco de corte fino procurando no sobrepasar los contornos marcados, y suavizando finalmente las aristas todo lo posible con una lima basta para facilitar el siguiente mecanizado en la fresadora y evitar enganches de la herramienta.
Seguidamente se centra y sujeta la cabeza de la biela en un plato de tres garras acoplado sobre una mesa giratoria instalada en la fresadora. La biela ha de quedar perfectamente paralela a la bancada de la máquina. Se va avanzando la mesa de la fresadora hasta que la herramienta muerda la pieza, profundizando el corte (que no debe ser excesivamente grande) hasta la línea del contorno. Se voltea entonces la mesa giratoria para que la herramienta vaya esculpiendo el contorno redondo de la cabeza, cuidando de iniciar o parar la operación en los límites de la protuberancia que formará el engrasador. Este será terminado luego a mano, lo mismo que los retoques finales del resto del trabajo puliéndolos con esmeril fino hasta alcanzar un buen acabado.
Si no se dispone de una mesa giratoria existe otro método que también da buenos resultados, aunque deberá ser hecho con sumo cuidado. Para ello se fija sobre la mesa de la fresadora una buena mordaza donde se coloca verticalmente un tornillo que tenga un diámetro lo más parecido al taladro de la cabeza de la biela. Si fuera necesario se hace un casquillo para suplementar el acople y que la biela gire en el espárrago sin holguras. Se pasa primero por el tornillo una arandela o un casquillo fino hasta el fondo para que durante el mecanizado la herramienta no muerda la mordaza. Se inserta seguidamentela biela y otra arandela sobre la cual descansarán dos tuercas que se apretarán la una contra la otra para evitar que la pieza se levante durante el mecanizado, pero con cierta holgura para poder girarla.
El procedimiento continua de forma similar al anterior, pero esta vez la biela se gira a mano sosteniéndola fuertemente y procurando que el corte sea suave, completando la profundidad del mecanizado circular en varias pasadas si fuera necesario.
Cualquiera de las operaciones anteriores será hecha siempre utilizando el fresado en contra dirección, es decir aquel en que los movimientos de giro de la fresa y del avance de la pieza son opuestos o contrarios. Es así mismo esencial un avance muy lento y un abundante engrase (consultar las secciones de MECANIZADOS y LUBRICACIÓN).
Los engrasadores se hacen por medio de un taladro grueso dentro de los límites del cuerpo del mismo y hasta una profundidad que no llegue a alcanzar el agujero de la cabeza de la biela. Se completa entonces con otro taladro muy fino que será el que permita la llegada del aceite hasta el casquillo o rodamiento. Algunos llevan una tapa que puede consistir en un simple tornillo con una rosca muy corta para no restar capacidad al propio engrasador, y con un fino taladro central que sirva de respiradero para mejorar la caída del aceite.
El caso especial de las bielas acopladas.-
La misión de las bielas acopladas es la de enlazar todos los ejes motores a cada lado de la locomotora para que giren unidos. Si los centros de sus taladros extremos no coinciden exactamente con la separación entre ejes o entre los bulones de las ruedas (es lo mismo), el conjunto girará con dificultad llegando incluso a bloquearse. Si el problema reside en un chasis defectuoso la solución será casi imposible, pero si el bastidor está correctamente montado, significará que las bielas o las cajas de grasa no sirven y habrán de ser fabricadas de nuevo.
Para evitar la pérdida de muchas horas de mecanizados estéticos existen métodos de comprobación previa. Uno bien sencillo consiste en la fabricación de dos moldes o patrones de comprobación que también servirán para hacer los taladros finales en las propias bielas.
Se utilizan dos pletinas (no hace falta que sean calibradas), de unos 5 m/m de grosor, 25 ó 30 m/m de ancho y con una longitud igual a la distancia entre los centros de los ejes motores extremos mas unos 50 m/m extra. Sobre cada una se traza a lo largo una línea central, y sobre ésta y con toda exactitud se marcan y punchan los puntos de los centros de los ejes motores. El uso de una bigotera o compás de puntas ayuda a mantener la imprescindible exactitud de ésta operación. Seguidamente se taladran los puntos primero con una broca de centrado (para mayor exactitud) y luego se agrandan con brocas normales al mismo diámetro que los bulones de las ruedas, marcando la posición de cada pletina (delante y detrás, derecha o izquierda).
Insertando a cada lado las pletinas en los bulones de las ruedas motoras, se puede comprobar si todo el tren motor gira libre y sin trabas indicando que los espaciamientos son los correctos. Si ello fuera así éstas mismas pletinas servirán como patrones para taladrar dos a dos los agujeros en las cabezas de las bielas que lógicamente encajarán igual que el molde usado. Estos taladros se aumentan después hasta que tengan la medida adecuada para contener los casquillos o rodamientos que deban ser montados. Para no cometer errores en ésta última operación, resulta recomendable colocar una broca en la máquina del mismo diámetro que el taladro de la biela, pasando la broca por el agujero de la misma. Manteniéndolo todo así se fija la biela a la mesa. Se cambia entonces la broca por otra mas grande para el agujero definitivo y se agranda el taladro que quedará exactamente concéntrico con el primero.
Tomando como ejemplo el común y clásico tren motor de tres ejes, las bielas acopladas engarzan y coinciden en el eje central. Una de ellas termina con una lengüeta o mecanizado estrecho mientras la otra presentará una ranura central en su cabeza para permitir el acople de las dos. Las formas, acopamientos y tolerancias vendrán indicadas en los planos. Este engarce puede tener lugar tanto a la altura del bulón como fuera de él, según sea el modelo.
Si la locomotora tiene cuatro a más ejes acoplados, los engarces mas alejados del eje motor deberán tener ciertas holguras para dejar que la locomotora se inscriba en las curvas. De nuevo los planos deberán indicar dichas tolerancias. Hay modelistas que con modelos de 5 ejes motores lo solucionan acoplando las bielas extremas a modo de horquilla vertical entre ellas, de ésta manera el desplazamiento lateral que exija la curvatura de la vía no presentara ningún problema. Comentar por último que en locomotoras de muchos ejes acoplados es de gran ayuda que las ruedas de algún eje intermedio carezcan de pestañas. Esto no compromete el guiado de la locomotora y permite afrontar curvas mas cerradas, sistema que fue ampliamente utilizado en muchas locomotoras de vía estrecha.
BIELAS DE LA DISTRIBUCIÓN Y DEL CAMBIO DE MARCHAS.-
Para fabricar el resto de las bielas de la distribución se siguen pautas similares, con la ventaja de ser mas pequeñas y el inconveniente de que son todas diferentes. Normalmente hay que armarse de paciencia y hacer gran parte del trabajo a mano. Los pequeños errores en sus contornos son solo estéticos y no influirán en su funcionamiento, sin embargo los taladros, ranuras y demás acoples deberán ser muy precisos.
Hay bielas que requerirán mayor atención y precisión, Es por ejemplo el caso de las radiales (en las distribuciones Walschaerts y otras), donde la biela presenta un acanalado interior y longitudinal que puede ser mecanizado con una fina fresa frontal y cuidadosos retoques finales a mano. En cualquier caso hay que consultar los planos para cada biela o leva, no olvidando que si se usan medidas imperiales es mejor redondear a la métrica mas próxima (consultar el apartado TABLAS Y CONVERSIONES).
Otros componentes especiales.-
Algunas de las piezas que precisan un especial cuidado son el sector y el soporte lateral unido al chasis y donde descansan el anterior y parte del mecanismo del cambio de marchas. El sector suele hacerse de tres piezas unidas por tornillos, una central y dos laterales de las que salen dos cortos vástagos para su apoyo y basculación. Otro problema es que la mayoría de los sectores son curvos y con un arco determinado. Estos pueden ser mecanizados en el torno, colocando la pieza en bruto sobre el plato de amarres y a una distancia tal del centro en que la herramienta la corte con la curvatura adecuada. El uso de la mesa giratoria en la fresadora podría ser también interesante. El sector lleva un taco metálico engarzado a la biela de la distribución (biela radial) y que debe deslizarse a lo largo del mismo con suavidad. Hay también algunas distribuciones que tienen el sector recto, como es el caso de la Allan, y que son por tanto mas fáciles de fabricar.
Las piezas que deban soportar roces o deslizamientos contínuos (biela radial, taco del sector, etc) deberán ser cementadas, es decir, crearles una capa superficial extra-dura por medio de su calentamiento al rojo e inmediata inmersión en polvo para cementar o similar. Esta operación prolonga la vida útil de las piezas y evitará su desgaste prematuro.
Referente al soporte decir que cada uno es un mundo en si mismo. A veces pueden ser hechos con pletinas, mientras que otros diseños requieren una pieza de fundición o casting. Todo ello dependerá del diseño en cuestión. A éste respecto mencionar que para un modelo de Baldwin uno de nuestros socios empleó un bloque de aluminio que hubo que fresar hasta darle la forma y los límites adecuados. Este material al menos simplificó el mecanizado de una pieza extremadamente compleja para el caso específico que citamos.
Las resbaladeras son las piezas paralelas sujetas a la tapa posterior de los cilindros y entre las que se deslizará la cruceta. A veces solo existe la resbaladera superior de donde cuelga la citada cruceta. Se fabrican con pletina calibrada y no suelen presentar grandes problemas, excepto que sus caras de deslizamiento deben quedan a espejo para evitar rozamientos. Las paralelas tienen que quedar perfectamente centradas en los cuatro ejes, ya que el vástago del pistón deberá quedar perfectamente centrado con el amarre roscado de la cruceta.
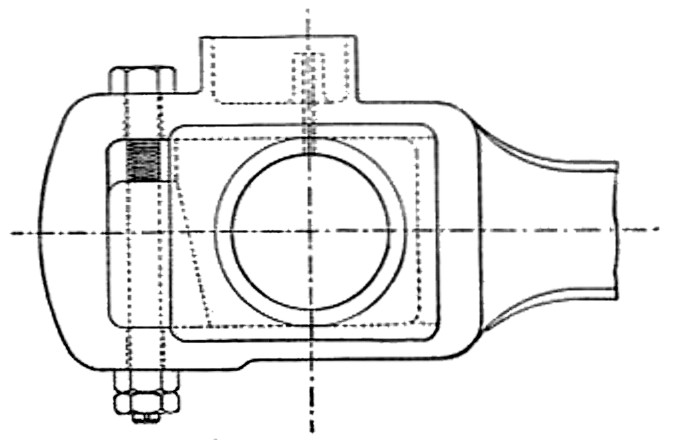
Las crucetas no son piezas que presenten una excesiva complicación pero su mecanización requiere tiempo. Partiendo de una pletina de las medidas adecuadas, los patines superior e inferior se mecanizan con una fresa frontal pero dejando la superficie a espejo (a veces llevan láminas planas de bronce o material antifricción). Los entrantes frontal y posterior suelen cortarse a mano con el arquillo, terminando su conformado y pulido a mano. La parte frontal tendrá un taladro roscado donde acoplará el vástago del pistón, mientras que el taladro central ajustará al bulón que conectara con la cabeza de la biela maestra.
|
32 imágenes en esta categoría
4274545 Páginas visualizadas
|
|
|