LAS MEDICIONES EN EL TALLER
| CURSOR A LA DERECHA PARA VER 13 FOTOS ⇒ ⇒ ⇒ |
INTRODUCCIÓN
Uno de los trabajos más importantes en el taller del mecánico modelista es medir con exactitud, ya que ello garantizará una gran parte del éxito del trabajo.
Mientras algunas medidas permiten cierto error, por ejemplo la longitud del chasis, los paneles de la carrocería, el diámetro de los faroles o toperas y cosas así, hay otras que son críticas y no perdonan, tales como las distancias entre cabezas de bielas, los cilindros y sus pistones, los centros de los alojamientos de las cajas de grasa en los laterales del chasis, etc, trabajos en los que muchas veces vamos hasta la centésima de milímetro.
Estas mediciones solo pueden leerse con aparatos de medida de precisión, y que normalmente suelen ser los siguientes:
- Pie de rey (calibre o palmer), en sus diversas modalidades.
- Micrómetro.
- Galgas.
- Calibradores de profundidad.
- Reglas digitales.
- Relojes comparadores.
- Reglas metálicas de precisión
- Escuadras de precisión.
La mayoría de los aparatos de medida actuales pueden obtenerse tanto en versión analógica (lectura clásica en un nonio o escala de Vernier con divisiones) como en versión digital (lectura directa de la medición por números enteros mas dos o tres decimales), estos últimos mucho mas cómodos y ya a precios muy asequibles.
Cualquiera que sea el método o el aparato de medida, las piezas deberán estar siempre limpias de fluidos y restos del mecanizado, ajustando el medidor suavemente hasta hacer tope pero sin presionar, pues aunque sus partes metálicas aparentan ser rígidas e inamovibles, no lo son, y de hecho pueden flexar al ser presionadas provocando un error de lectura que, trabajando con límites tan reducidos resulta fatal para alcanzar buenos resultados.
Lo más recomendable es repetir la medida varias veces y comparar que no haya diferencias significativas.
Los aparatos de medida son herramientas muy precisas, delicadas y deberían permanecer siempre limpias y bien guardadas hasta el momento de su uso.
LOS MANDOS DEL TORNO Y DE LA FRESADORA.-
Podemos considerarlos también dentro de ésta sección, ya que son de hecho mandos de precisión para gobernar las máquinas-herramienta.
Suelen ser analógicos, y normalmente con un nonio de hasta media décima. Algunos de ellos admiten poner la escala a CERO antes de comenzar a trabajar, creando así una referencia útil.
Los mandos de una máquina-herramienta pueden a veces llevarnos a error, a saber:
Las herramientas de corte han de sobrevolar varios centímetros fuera de su correspondiente porta-herramientas y, aunque parezcan absolutamente sólidas y rígidas, y de modo análogo a lo que podría ocurrir con los aparatos de medida, al fresar, tornear y mucho mas frecuentemente al cilindrar se puede producir el llamado efecto muelle, esto es que la herramienta flexe por la presión lateral ejercida al recorrer la pieza durante el mecanizado, con lo que no es infrecuente obtener, por ejemplo, un cilindrado cónico.
Esto, aunque sea solo cuestión de décimas o incluso centésimas es a efectos mecánicos un desastre, ya que (por ejemplo) un pistón no encajará en una parte del cilindro, y por el contrario quedará holgado en la parte opuesta afectando en este caso a la compresión.
A fin de evitar estos posibles errores con los mandos de la máquina, la herramienta deberá estar perfectamente afilada y con la altura y ángulo de incidencia correctos además, y de nuevo con el ejemplo del torno, al acercarnos a la medida final es mejor dar varias pasadas sin tocar el mando de avance para asegurar que un posible efecto muelle no rebaje mas de lo debido, ya que entonces (la mayoría de las veces), el problema creado no tendrá solución y deberemos mecanizar una nueva pieza.
Otro tema importante a tener en cuenta es el llamado "BACKLASH", o marcha muerta. Al invertir el giro de, por ejemplo el carro transversal de un torno, éste no cambiará inmediatamente el sentido de su movimiento, ya que la rosca interna del mando tiene unas ciertas holguras que retardarán unas décimas dicha inversión, o sea que durante el primer instante del giro tendremos una variación en el nonius del mando pero sin movimiento alguno de la pieza, en éste caso del carro. Este retardo puede crear un error de mecanización a menos que se tenga en cuenta.
EL PIE DE REY.-
Es la herramienta de medición más utilizada y versátil, y sirve para medir distancias lineales, diámetros o profundidades con el vástago que sobresale por el lado opuesto a las patas.
Al medir diámetros conviene rotarlo ligeramente sobre la pieza mientras apretamos y ajustamos suavemente hasta obtener un buen asiento, haciendo entonces la lectura directa. Si necesitamos retirar el palmer del trabajo para leerlo, es mejor trabarlo antes para no moverlo, evitando una lectura falsa.
Medir no cuesta nada, por lo que ante la duda se debe repetir cuidosamente una medida hasta quedar satisfechos de que es la correcta, ya que solo podremos cortar o mecanizar una sola vez.
Las clases de pie de rey son muy variadas, desde los de patas cortas para diámetros reducidos, hasta los llamados de tornero, donde las patas son largas para abarcar diámetros amplios, como ruedas, etc, además estos últimos (usualmente analógicos) suelen disponer de un sub-ajuste con trabador para las centésimas y las milésimas.
PROFUNDÍMETRO.-
Es un calibre parecido al pie de rey, pero sin patas y utilizado para medir profundidades (normalmente en cilindros) con mucha mas exactitud que el palmer tradicional donde sus patas muchas veces no caben.
EL MICRÓMETRO.-
Es un aparato en forma de herradura para medir con una gran exactitud diámetros y medidas exteriores en general (también los hay rectos para medir interiores). Dispone de un mando grafilado para ser girado con los dedos, mientras al mismo tiempo se va extendiendo un vástago de precisión.
Apretaremos suavemente hasta que el vástago móvil y el tope fijo del aparato abracen la pieza a medir, momento en el que el mando grafilado quedará desembragado, procediendo entonces a trabar el micrómetro, retirarlo de la pieza y proceder a la lectura.
Esta herramienta tiene unos márgenes de lectura entre un mínimo y un máximo, por lo que se suele disponer de varios micrómetros de diferentes anchos para poder abarcar todas las medidas, y los hay, como en muchos otros aparatos de medida, analógicos y digitales.
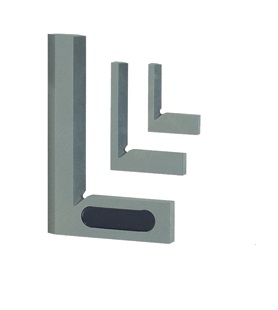
ESCUADRAS DE PRECISIÓN.-
Son piezas metálicas que forman un ángulo perfecto de 90º, habiéndolas de todos los tamaños y con bordes planos o piramidales (puntiagudos).
Sirven, entre otras muchas cosas, para comprobar los ángulos de una pieza que hemos mecanizado y se suelen colocar sobre el borde de la misma manteniendo los brazos en alto hacia la lámpara o fluorescente del taller para comprobar que entre la pieza y el brazo de la escuadra no pasa la luz. Obviamente una pieza mal mecanizada dejará pasar la luz entre ella y el brazo de la escuadra, comprobación imprescindible en los trabajos de matricería.
También la usamos para comprobar el ajuste del carro superior en el torno con respecto al cabezal fijo, para decalar ejes motores de locomotoras de vapor a 90º entre puntos del torno, o mucho mas comúnmente al re-montar una mordaza sobre la mesa de la fresadora, donde apoyaremos un brazo de la escuadra (de tamaño suficientemente grande) sobre el borde longitudinal de la mesa, usando el otro brazo para alinear la mordaza (siempre que esta disponga de una arista bien recta) antes de apretarla en las ranuras. Con ello quedará bien centrada permitiendo fresar ángulos rectos de bastante exactitud sobre piezas sostenidas con dicha mordaza (en lugar de amarrarlas directamente a las ranuras).
GALGAS.-
Las hay de muchos tipos, desde las clásicas de láminas para comprobar separaciones finas (como las usadas en las bujías de los motores), pasando por los juegos calibrados para elevar o separar piezas en la fresadora, hasta las utilizadas para comprobar diámetros interiores (cilindros, etc.)
Estas últimas son muy útiles para el modelista, ya que medir con exactitud el diámetro de un cilindro con la ayuda de un palmer puede dar errores.
Son económicas y suelen venir en juegos que abarcan varios mínimos y máximos de medida por galga (de modo análogo a los micrómetros), y su uso es sencillo, procediendo a colocar la galga dentro del cilindro, girar el mando grafilado en su base hasta que los dos brazos (terminados en esferas para un mejor ajuste) hagan tope en los lados interiores del cilindro, trabando seguidamente la galga y retirándola entonces para tomar la medida con un palmer, o mejor aún con un micrómetro.
Si no se mantiene la galga bien paralela a las paredes del cilindro la lectura será errónea, con lo que un buen sistema es sujetar el cilindro sobre la mesa de la fresadora, o en el cabezal del torno, y colocar la galga en el portabrocas correspondiente, con lo que el aparato quedará perfectamente paralelo, procediendo entonces a su ajuste, trabado y posterior medición.
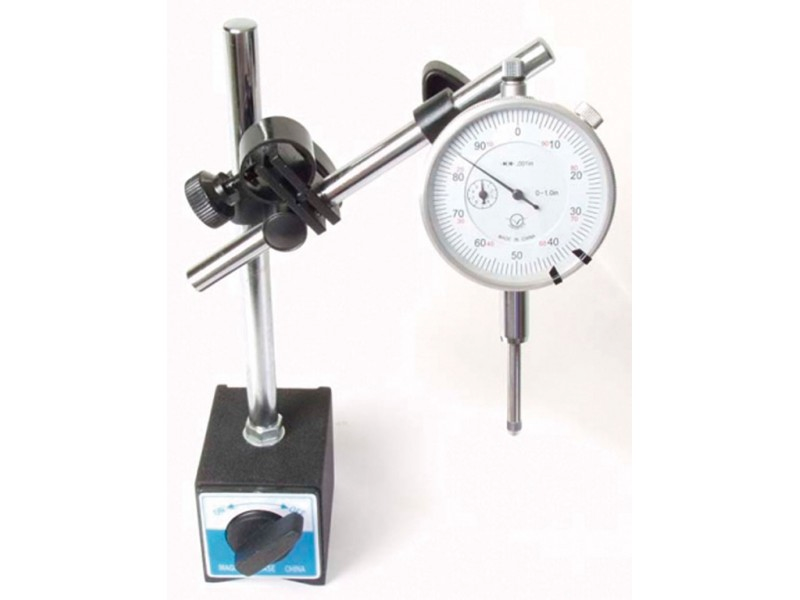
RELOJ COMPARADOR.-
Es otra herramienta muy útil y precisa para tomar múltiples medidas.
Consta de un reloj analógico con un pivote saliente terminado en una pequeña esfera, y que al entrar o salir variará la aguja del reloj que indicará diferencias de hasta milésimas de m/m.
Llevan un soporte articulado donde sujetar el reloj por un extremo, mientras el opuesto termina en un cuadradillo magnético para fijar todo el conjunto a cualquier parte de la máquina-herramienta o mesa de trabajo.
Un ejemplo de su uso podría ser al hacer girar un eje u otra pieza redonda amarrada al cabezal del torno. Apoyando el pivote del reloj sobre ésta, nos marcará las diferencias que pueda encontrar en su circunferencia, indicando los fallos de mecanizado. Si por el contrario la aguja del reloj no se moviera, nos indicaría que la superficie de la pieza es perfecta.
Otro de los muchos usos que tiene podría ser para comprobar si un torno está bien alineado y comprobar la exactitud de su bancada. Para ello colocaríamos una barra de acero entre puntos arrastrada por un perrillo, y procederíamos a tornear un par de Cm. en la parte mas a la izquierda y lo mismo en el lado opuesto (opcionalmente también en el centro, sujetando la barra con la luneta móvil sobre el carro).
Los dos o tres torneados deben tener escrupulosamente la misma profundidad (unas pocas décimas bastan), y se hacen con una herramienta extremadamente afilada.
Medimos a continuación las zonas torneadas con un reloj comparador. Sus medidas deben ser exactas en todas ellas si el torno está bien, si no habrá que intentar ajustar el punto del carro móvil. Si esto tampoco es posible, entonces podremos sospechar que la bancada tiene un gran desgaste o deformación, lo que no suele tener solución.
REGLAS DIGITALES.-
Son regles de diversas longitudes que disponen de un pequeño carro digital que puede desplazarse a lo largo, midiendo con ello la distancia recorrida.
Una aplicación podría ser al fresar los alojamientos de las cajas de grasa en un chasis del modo siguiente:
Amarramos juntas las dos placas laterales de lo que será el chasis de una locomotora. El regle digital queda atornillado al cuerpo o base de la fresadora, mientras que su carro digital (por medio de una pletina, tornillo, etc.) se fija a la mesa por medios análogos (o viceversa, según nos convenga).
De éste modo al mover la mesa el carro digital caminará indicando cuanto avanzamos, pudiendo fresar los distintos alojamientos exactamente a la misma distancia, o bien a distancias anteriormente especificadas, y que en el caso de que la locomotora hubiera de montar bielas acopladas, todos los centros coincidirían, condición esencial para que todo el tren de rodaje gire sin trabas.
MARCADO DE LAS PIEZAS
Antes de mecanizar, especialmente en aquellas piezas planas sacadas de pletinas o planchas, es imprescindible marcar los límites y las formas sobre el material en bruto, y que suele ser de acero.
Para ello usamos punteros de acero endurecido con una punta cónica muy afiliada. Se pueden adquirir en el comercio del ramo, pero muchos de ellos podemos fabricarlos en el taller usando redondos de acero del diámetro que nos interese.
Normalmente se usan las reglas metálicas, escuadras o compases para ayudar en el marcado, pero mientras que el bronce o el latón son fácilmente rayables, el acero es tenaz y las marcas dejadas en su superficie suelen ser endebles, llegar a borrarse o dificiles de distinguir.
Para evitar este problema se puede usar líquido marcador, que consiste en un espray (que suele ser de tonalidad azul con el que pintaremos ligeramente la superficie a marcar, la cual habrá sido previamente limpiada y bien desengrasada.
En unos dos minutos el líquido seca y permite marcar fácilmente y con mucha precisión los límites del mecanizado.
VARIOS.-
Otros elementos menores suelen ser los compases, punteros, busca-centros, medidores de ángulos, reglas metálicas de precisión, etc.
Son pequeñas herramientas muy útiles y que como antes se mencionó nos serán imprescindibles, entre otras cosas para marcar o señalar las piezas antes de los mecanizados.
|
13 imágenes en esta categoría
4274513 Páginas visualizadas
|
|
|