Dejando aparte los herramientas más comunes y usuales, éste apartado se refiere solo a aquellas que se utilizan con las máquinas-herramienta, o bien manualmente como complemento para la mecanización de las diversas partes de los modelos ferroviarios.
De algunas de ellas normalmente solo se dispondrá de una o poco mas en el inventario del taller (palmer, soldadora, etc.), mientras que otras requieren de un número variado según las necesidades (brocas, machos, fresas, etc.), y que el modelista va adquiriendo poco a poco a lo largo del tiempo.
En éste apartado siempre se hace referencia a medidas métricas, a menos que se especifique en contrario.
BROCAS.-
Son unas de las herramientas más utilizadas y comunes. Normalmente se encuentran de décima en décima de m/m., lo que es suficiente para llevar a cabo cualquier trabajo.
Dependiendo de los diferentes materiales a mecanizar se fabrican en acero rápido HSS con distintas durezas, o en aceros aleados con otros materiales como titanio, cobalto, etc.
Sus dos partes importantes son el mango, que puede ser recto o cónico, y la faja de corte que es su parte helicoidal y cuyo desarrollo podrá ser mas o menos revirado según el material a taladrar.
La faja de corte está templada para darle una gran dureza mientras que el mango no, por lo que permite ser torneado o rectificado si es necesario reducir su diámetro, por ejemplo cuando no se dispone de un portabrocas suficientemente grande, o cuando la pista del mango se estropea o raya por el uso y necesita de un rectificado en el torno para que un porta-brocas pueda sujetarla de nuevo bien concéntrica y sin que patine.
Hay materiales muy tenaces, como el acero inoxidable y similares, que precisan brocas especiales que soporten la gran temperatura y desgaste que provoca su mecanizado. En cualquier caso todas deben ser siempre bien lubricadas y enfriadas con aceite fino durante el trabajo para que no pierdan capacidad de corte y alarguen su uso.
La parte de corte es solo la doble punta y su afilado no es complicado aunque requiere práctica, pero si no fuera éste el caso también se puede adquirir un afilador eléctrico económico (normalmente hasta 13 m/m) y con muy buenos resultados. Hay afiladores para brocas mas grandes pero a precios muy altos.
Al afilar se deben dejar los dos lados de la punta iguales, con el mismo ángulo y ambas partes coincidentes exactamente en el punto medio, si no la broca no cortará o taladrará a sobre-medida.
Finalmente hay que tener en cuenta que las brocas no son herramientas de precisión, por lo que los diámetros obtenidos solo serán aproximados, ya que dependiendo de su filo y del material trabajado tenderán a taladrar a sobre-medida e incluso a veces a ovalar los agujeros.
Esto no tiene importancia si solo han de alojar tornillos pasantes para una función de apriete, pero no sirve para otros ajustes finos pues los acabados no serán de precisión. Para ello se usan otros métodos.
ESCARIADORES.-
Son herramientas similares a las brocas pero de gran precisión.
Los hay fijos (que son los que se usan más comúnmente), y los ajustables para cubrir varias medidas. Disponen también de un mango y una faja de corte, pero con helicoides mucho más finas, afiladas y calibradas todas ellas a una medida exacta, excepto en su punta que es ligeramente cónica para facilitar la entrada inicial en el taladro a rectificar.
Los hay manuales (los normalmente utilizados por lo modelistas) y para máquina, aunque su uso es similar.
Los escariadores no sirven para taladrar sino para retocar o rectificar taladros ya hechos dejándolos perfectos. Si una broca no es una herramienta de precisión, esta falta se corrige con un escariador que si lo es.
Si por ejemplo, necesitamos un taladro perfecto de 12 m/m, se comienza con una broca de aproximadamente 11,8 (hay tablas publicadas al respecto) y se retoca después con un escariador de 12 m/m para obtener el taladro perfecto.
Nunca se debe escariar si el taladro previo es demasiado estrecho para la medida. Esto estropeara la herramienta pudiendo llegar incluso a romper alguna de sus aristas helicoidales. Del mismo modo, si el taladro es demasiado grande el escariador apenas podrá cortar con lo que su función de rectificado será casi inútil, y el taladro resultante no tendrá precisión.
Los escariadores son relativamente caros y no pueden afilarse, por lo que deben ser muy cuidados, lubricándolos bien al trabajar, y haciéndolos girar siempre en el sentido de las agujas del reloj, tanto cuando entran como cuando salen del trabajo, y sin detener nunca su giro (o el giro de la pieza, que es lo mismo). Por supuesto hay que hacerlos trabajar perfectamente perpendiculares al agujero, de otro modo desgastaremos la herramienta y obtendremos un taladro deformado.
Al guardarlos sus fajas de corte deben ser bien lubricadas para evitar el óxido y estar siempre cubiertas con un trocito de manguera o tubo flexible de plástico para que no se golpeen en su lugar de almacenaje.
MACHOS.-
Son herramientas de corte para crear roscas hembra y todos siguen las mismas normas independientemente de si la rosca es métrica, Withworth, etc.
Los hay a derechas (las más comunes) y a izquierdas (mas raras), para obtener a su vez roscas en ambos sentidos.
Se encuentran en todas las medidas y suelen presentarse en grupos de 3 unidades para cada rosca, a saber: macho de Inicio, macho medio y macho final.
Se taladra primero la pieza con una broca algo menor al diámetro de la rosca final (hay tablas publicadas para cada medida), insertando entonces el macho de inicio para comenzar. Después se sigue con el medio para terminar con el final que nos dejará una rosca con la profundidad de hilos perfecta para un buen apriete del futuro tornillo.
Si se taladra demasiado estrecho el macho sufrirá y posiblemente acabará rompiéndose, o bien la rosca quedará estrecha entrando el tornillo muy forzado. Por el contrario si el taladro es demasiado ancho, la rosca no tendrá la suficiente profundidad de hilo y el tornillo que se instale se pasará de rosca.
El giro de los machos (a mano con su gira-machos), será siempre suave pero invirtiendo el giro un par de vueltas de cuando en cuando para romper la viruta que se va formando y ayudar a expulsarla por las ranuras del propio macho, así hasta el final, manteniendo siempre la herramienta vertical y bien lubricada con aceite fino.
Con los machos mas pequeños (normalmente de 6 m/m o menores) se corre el riesgo de romperlos si los forzamos. Un macho roto dentro de un taladro es una de las pesadillas de todo mecánico y debe evitarse ya que extraerlo es muy difícil, a veces imposible, por lo que la pieza quedaría arruinada.
Un macho viejo corta mal y corre mas fácilmente el riesgo de romperse dentro de la pieza, con las consecuencias que antes se comentaron, por ello y ante la duda siempre es mejor desecharlo y usar uno nuevo.
Roscar es una cuestión de sensibilidad y pulso. La propia mano sentirá si la fuerza que se ejerce es la adecuada, y de alguna manera el mecánico llega a desarrollar un tacto especial que le avisa del peligro de rotura.
TERRAJAS.-
Son herramientas análogas a las anteriores pero que sirven para crear roscas macho. Existen también a derechas y a izquierdas.
Al contrario de los machos, normalmente cada medida solo dispone de un cojinete único para tallar directamente la rosca final. El motivo es porque no se corre el riesgo de rotura debido a la robustez del elemento.
Al igual que los machos sirve tanto para crear una rosca nueva como para reparar o repasar roscas dañadas. En el primer caso se dispone primero una varilla rectificada a una medida ligeramente superior a la de la rosca final (hay tablas publicadas para cada medida), y colocada normalmente vertical (por ejemplo sujeta al tornillo de banco).
Se inserta entonces horizontalmente la terraja por la parte superior haciéndola girar en el sentido de las agujas del reloj (rosca a derechas) a la vez que se aprieta con cierta fuerza para clavarla y que comience a tallar. El inicio es el momento más delicado ya que hay que procurar que la herramienta se mantenga lo más horizontal posible para evitar comenzar la rosca torcida, luego el cojinete se mantiene bien nivelado por sí mismo.
Del mismo modo que con los machos, cada ciertas vueltas hay que dar un par de giros atrás para romper la viruta antes de continuar, lubricar bien y tener en cuenta que una varilla demasiado estrecha dejará una rosca con poco hilo, por lo que el futuro ajuste podrá fácilmente pasarse de rosca. En caso contrario el mismo será demasiado forzado.
FRESAS.-
Las hay de muchos tipos, aunque en el taller del modelista se suelen usar principalmente las frontales, algo menos las de planeo y otras especiales para trabajos muy específicos.
Fresas frontales.-
Son cilíndricas y se parecen a las brocas en que disponen de un mango redondo y de una faja de corte. Toda la pieza está templada.
El corte principal es lateral, y solo vertical para mecanizados muy poco profundos, habiendo fresas de acabado con helicoides lisas, y de desbaste con helicoides dentadas. Todas cortan bien pero las primeras pueden usarse para acabados finos y las segundas para remover gran cantidad de material antes del corte final.
Las fresas frontales deben sujetarse siempre en una pinza adecuada y con un eje o árbol específico y nunca con el portabrocas.
Fresas para ranurados.-
Son fresas similares a las frontales, pero específicas para trabajar verticalmente ya que disponen de un márgen limitado para el corte lateral
Para crear un chavetero o ranura, se debe iniciar un primer taladro con una broca ya que la fresa de ranurar no puede profundizar mas allá de 1 ó 2 m/m por si misma, continuando entonces el ranurado con la propia fresa.
Fresas de planeo.-
Sirven básicamente para crear superficies planas, cortando tanto frontal como lateralmente. Al igual que las anteriores, requieren de un árbol o eje para portarlas.
También se emplean para crear alojamientos, ranuras o cortes para acoplo entre piezas (por ejemplo bielas acopladas, etc.), dependiendo de su tamaño y forma, que es muy variado.
Fresas especiales.-
Las hay de muy diversas formas, sirviendo por tanto para multitud de distintos trabajos.
Podemos destacar una bastante usada en el taller del modelista y que es la woodruff, o fresa para ranurar horizontalmente, como es el caso de los rebajes que muestran muchas bielas acopladas en ambos lados, y que sirven para aligerarlas así como para darles una forma de estructura que les proporciona mucha fuerza de resistencia a la torsión o deformación.
Hay también fresas de corte y fresas de disco para otros trabajos distintos.
AVELLANADORAS.-
Podríamos considerarlas a medio camino entre una fresa y una broca, aunque su misión no es taladrar sino avellanar, o sea, crear un rebaje o cráter de sobre-medida al comienzo del agujero de un taladro.
Este cráter quedará perfectamente concéntrico al taladro y servirá para poder introducir un tornillo de cabeza avellanada (troncocónica) que quedará completamente embutida en la pieza sin que sobresalga fuera una vez apretada a fondo.
La profundidad del avellanado es cuestión de vista haciendo pruebas hasta conseguir un buen alojo sin que quede ni ligeramente por fuera ni demasiado enterrada en el rebaje. Si deseamos una exactitud total mediremos la altura de la cabeza y bajaremos el mando del taladro justo ésta cantidad desde el momento en que la herramienta comience a rozar la entrada del agujero.
Las avellanadoras son también muy útiles simplemente para eliminar rebabas en taladros y perforaciones, procediendo en éste caso a un ligero toque con la herramienta sin llegar a crear un cráter.
En caso de no disponer de una avellanadora, se puede utilizar también una broca de sobre-medida para obtener un resultado similar, pero nunca tan bueno ni exacto.
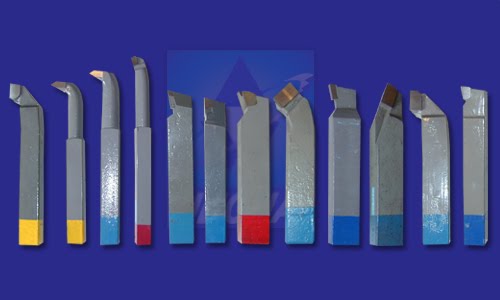
HERRAMIENTAS DE TORNO.-
Son las empleadas para cortar el metal durante el torneado, refrentado, cilindrado y roscado con el torno.
Las primeras que se usaron (y que siguen dando excelentes resultados) son las de acero rápido, y que normalmente se compran en barras cuadradas o redondas de distintos calibres para ser talladas en el esmeril eléctrico por el modelista, dándoles la forma y ángulos necesarios.
Seguidamente están las de punta de widea, y que consisten en una barra de acero con un chip de widea, carborundo u otra aleación ultra-dura, soldado en la punta de la barra y que constituye el elemento de corte en sí mismo.
Las hay para tornear, refrentar, cilindrar y para hacer roscas interiores y exteriores.
Finalmente están las de chips desechables y que constan de una barra porta-pastilla donde, por medio de un tornillo de apriete o excéntrico se alojan las pastillas de corte que normalmente son triangulares con 3 zonas de corte, o también redondas.
Las primeras proporcionan tres herramientas de corte que se irán cambiando según dejen de ser efectivas. Las redondas se van girando para aprovechar toda su circunferencia de corte. Sus usos son los mismos que para las tradicionales.
Una vez agotadas han de ser desechadas ya que no se pueden afilar.
Las herramientas deben de sobresalir lo mínimo posible desde el porta-herramientas del torno, ya que pueden producir el efecto muelle que antes se mencionó. Esto es aún más crítico con las herramientas para cilindrados interiores, donde se deberá tener un especial cuidado para evitar mecanizados cónicos.
Las despullas o ángulos de afilado de la herramienta son de extrema importancia para lograr los mejores cortes y adecuados escapes de las virutas. Por ejemplo, la despulla será nula, o sea, absolutamente plana en el caso de trabajar con latones o broces, mientras que los ángulos positivos o negativos mas o menos pronunciados serán imprescindibles para el corte de otros materiales (aceros, etc).
Hay tablas y diagramas publicados para orientar al efecto.
Las herramientas deberán ser siempre bien lubricadas y enfriadas durante su trabajo, ya que las altas temperaturas generadas en el corte estropean rápidamente el filo.
Las wideas clásicas son muy recomendables para acometer el primer corte de las piezas de fundición (castings de hierro colado), y que deberá ser grueso para atacar una superficie muy dura y normalmente con restos de arena y abrasivos propios del proceso de fundición.
Las herramientas de punta redonda (de acero rápido, por ejemplo) dan muy buenos acabados a velocidades rápidas, pero teniendo en cuenta que ésta forma circular de la herramienta corta profundamente y tiende a incrustarse en el trabajo, por lo que puede fácilmente provocar un temblor de corte que dejaría una superficie de acabado rugosa y un efecto muy perjudicial para al torno. Por ello dicha profundidad deberá ser siempre pequeña (de retoque final).
Por último comentar que los buenos acabados se suelen obtener con velocidades rápidas, pero a la vez con cortes ligeros y herramientas muy bien afiladas. Es una buena norma desmontar y retocar o sustituir la herramienta antes del corte final.
HERRAMIENTAS PARA MANDRINOS.-
Son similares a las del torno pero normalmente de mango redondo.
Hay que tener un especial cuidado con lo que sobresalen del mandrino ya que es fácil que aparezca el tan mencionado efecto muelle.
Por ello las profundidades de corte y las velocidades de giro deberán ser normalmente pequeñas, sobre todo en aquellas piezas en las que solo se mecanice una de sus partes, es decir, cuando la herramienta vuela libre durante una parte de su giro, para entrar seguidamente en contacto con la pieza y vuelta a empezar (golpeteo).
De nuevo una buena lubricación es esencial.
|
24 imágenes en esta categoría
4274580 Páginas visualizadas
|
|