MECANIZADOS CON LA FRESADORA.-
Al contrario que en el torno, el fresado en un tipo de mecanización donde el movimiento principal lo proporciona la herramienta (fresa), y el avance del corte viene dado por el desplazamiento de la propia pieza al mover la mesa donde está amarrada.
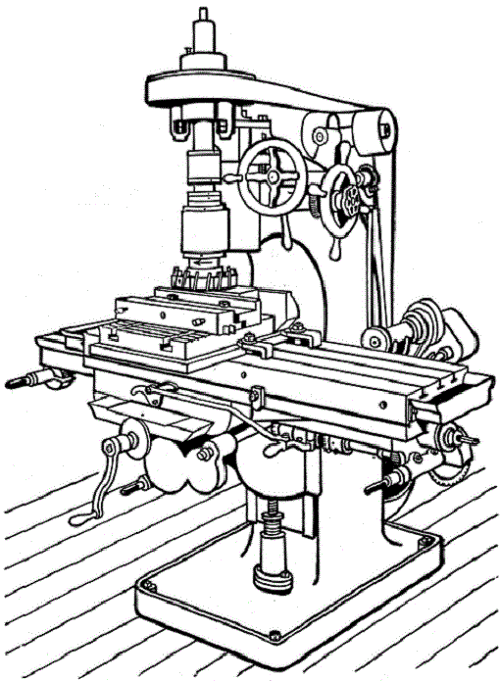
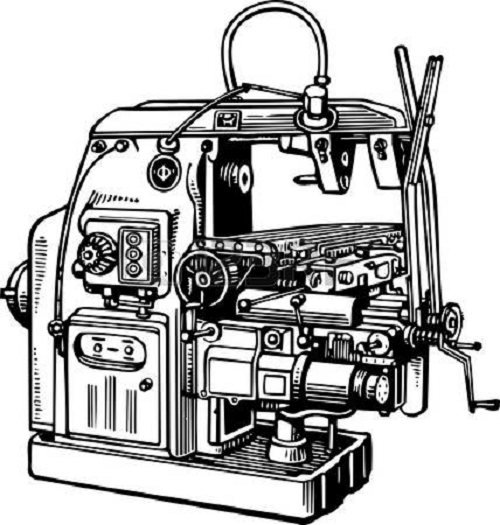
Normalmente el mecánico modelista solo dispone de medios limitados, como accesorios para fresar con el torno o mucho más frecuentemente de taladros-fresadores (similares a las fresadoras verticales), ayudas que solo permiten ciertos mecanizados de entre los muchos que existen para éste tema, pero suficientes para los fines del modelismo. De nuevo el aficionado suple una carencia mas con la imaginación, sacando adelante los trabajos mas despacio, por etapas y con mecanizados alternativos.
Se distinguen dos tipos principales de fresados: El cilíndrico y el frontal. En el primero el eje de la fresa trabaja horizontal y transversamente a la pieza, mientras que en el frontal la fresa queda vertical y perpendicular al trabajo. Ciñéndonos a las usuales limitaciones del modelista, solo se comenta por tanto el frontal.
En los trabajos del fresado cilíndrico (que aquí no tratamos), existen a su vez dos métodos para mecanizar: El paralelo y el contra-dirección. Es interesante conocer y tener en cuenta éstos dos métodos, y saber sus ventajas e inconvenientes a la hora de fresar frontalmente.
El mecanizado paralelo es aquel en que el movimiento de giro de la herramienta y el avance de la pieza son coincidentes. La fresa corta de fuera hacia dentro del material, creando una viruta en forma de coma, gruesa al principio y fina al final.
Es un tipo de fresado que en máquinas ligeras admite menor profundidad de corte, so pena del peligro de enganchar la herramienta, romperla y arruinar el trabajo. Sin embargo desgasta menos la fresa y puede proporcionar mejores acabados.
El mecanizado en contra-dirección es aquel en que el sentido de giro de la fresa y el movimiento de avance de la pieza son contrarios. La fresa trabaja desde dentro hacia afuera del material, creando esta vez una viruta en forma de coma, fina al principio y gruesa al final (ver diagramas).
Es el fresado más empleado por el modelista, ya que presenta menor peligro de enganche de la herramienta y admite mas profundidad de corte, por lo que es ideal para los procesos iniciales de desbaste. Por el contrario desgasta mas la herramienta, puede producir vibraciones, irregularidades en el borde final del trabajo, y por ende proporcionar menor calidad de acabados.
En el fresado frontal se utilizan principalmente fresas frontales de mango cilíndrico, y bien sujetas a pinzas de amarre específicas para ellas, nunca con el portabrocas. También se pueden utilizan fresas de ranurado, woodruff y similares para crear chaveteros, perfiles en las bielas y trabajos similares.
Por último se describe el fresado de planeo, y que puede considerarse como otro tipo de fresado frontal al trabajar la herramienta verticalmente sobre la pieza. Éste fresado sirve para crear amplias superficies lisas y homogéneas para asientos, acoples y similares. Las fresas de planeo son herramientas circulares, de diámetros amplios y que disponen de varios puntos cortantes en la periferia de su base. Éstas puntas pueden ser fijas, o bien de chips o pastillas desechables. Precisan de un árbol específico para amarrarlas al husillo de la fresadora.
Antes de fresar hay que fijar muy bien las piezas sobre la mesa de la fresadora, ya que el corte de éstas herramientas produce una extrema presión, y cualquier movimiento puede arruinar el trabajo o causar un enganche de la fresa, con malas consecuencias para la máquina, la pieza o la propia herramienta. Un excesivo apriete tampoco conviene pues puede provocar deformaciones en las piezas, sobre todo en las largas, con lo que los mecanizados serán inexactos.
Hay fresas de disco para el corte, y las circulares para fresar tanto de frente como de lado. Todas ellas, por supuesto, necesitan de un árbol o eje específico para sostenerlas al cabezal.
VELOCIDADES DE GIRO DE LAS MÁQUINAS Y AVANCE DE LA HERRAMIENTA.-
Un correcto ajuste de las velocidades resulta esencial para proteger la máquina, las herramientas de corte y obtener buenos acabados. Todo esto dependerá de varios factores como son las características tanto de la máquina como de la herramienta de corte (fresas de cualquier tipo, brocas, mandrinos, herramientas de torno etc.) y del diámetro y dureza o tenacidad del material.
El término velocidad pues, puede referirse a tres parámetros distintos:
- 1º.- La velocidad de giro de la máquina-herramienta, o lo que es lo mismo, las revoluciones por minuto que se gradúan por medio de poleas en las más sencillas, con una caja Norton en aquellas más completas o con un variador eletrónico.
- 2º.- La velocidad de corte, que es a la que pasará la punta o superficie de la herramienta sobre la pieza mecanizada al girar cualquiera de las dos, y que dependerá como antes se dijo tanto de las R.P.M. de la máquina como del diámetro de la pieza. Suelen medirse en pies o en metros x minuto.
- 3º.- La velocidad lineal de avance de la herramienta al mecanizar la pieza.
- 4º.- Otro parámetro es la profundidad del corte que, aunque no se refiere a las velocidades resulta conveniente tenerlo en cuenta en ésta lista.
En los mecanizados industriales se imprimen grandes velocidades mientras que los mecánicos aficionados tienden a ser más conservadores ya que no hay prisa. Por ello, en las siguientes tablas y fórmulas las velocidades generales serán más reducidas, también por el bien de nuestras máquinas y herramientas.
En la siguiente tabla cada material muestra una velocidad de corte característica para aplicar en las fórmulas. Algunos de ellos pueden variar sus márgenes máximos y mínimos según su aleación, pureza, proceso de fundición, etc. El mecánico deberá probar cada uno con las referencias dadas, y escoger finalmente la velocidad que mejores resultados le proporcionen para los medios disponibles.
TABLA DE VELOCIDADES DE CORTE EN PIES/MINUTO.-
| Acero con alto contenido en carbono (recocido) | 70 a 80
|
| Acero con contenido medio de carbono | 80 a 90 |
| Acero con contenido bajo de carbono | 90 a 100 |
| Acero duro | 100 a 120 |
| Acero extra-duro | 120 a 150 |
| Hierro fundido | 60 a 70 |
| Latón corriente | 200 a 250 |
| Latón extra-duro | 300 a 350 |
| Bronce corriente | 50 a 60 |
| Bronce extra-duro | 80 a 100 |
| Cobre | 120 |
| Cupro-niquel y niquel-plata | 100 |
| Metal Monel (niquel-cobre) | 80 a 100 |
| Aluminio blando | 300 a 350 |
| Aluminio duro | 120 a 150 |
| Duraluminio | 100 a 120 |
| Acero inoxidable | 90 a 100 |
| Plásticos | 90 a 350 según dureza |
TABLA DE VELOCIDADES DE CORTE EN METROS/MINUTO.-
| Acero con alto contenido en carbono (recocido) | 24 a 27
|
| Acero con contenido medio de carbono | 27 a 30 |
| Acero con contenido bajo de carbono | 30 a 33 |
| Acero duro | 33 a 39 |
| Acero extra-duro | 39 a 48 |
| Hierro fundido | 21 a 24 |
| Latón corriente | 63 a 79 |
| Latón extra-duro | 94 a 109 |
| Bronce corriente | 18 a 21 |
| Bronce extra-duro | 27 a 33 |
| Cobre | 39 |
| Cupro-niquel y niquel-plata | 33 |
| Metal Monel (niquel-cobre) | 27 a 33 |
| Aluminio blando | 94 a 109 |
| Aluminio duro | 39 a 48 |
| Duraluminio | 33 a 39 |
| Acero inoxidable | 30 a 33 |
| Plásticos | 30 a 109 según dureza |
FORMULAS.-
Teniendo en cuenta y de acuerdo con todo lo anterior, seguramente el punto que finalmente más le interesa al aficionado es saber a qué velocidad de giro o R.P.M. deberá ajustar su máquina para un trabajo determinado, y que como se mencionó dependerá del tipo de material y su diámetro. Para ello se muestran a continuación tres fórmulas para escoger, dos inglesas con diámetros en pulgadas y velocidades de corte en pies x minuto, y una tercera en milímetros y metros x minuto. Las dos imperiales dan resultados idénticos. La métrica un poco menores.
R.P.M. = velocidad de corte en pies por minuto x 4 / diámetro en pulgadas |
R.P.M. = velocidad de corte en pies por minuto /¼ del diámetro en pulgadas |
R.P.M. = 1.000 x velocidad de corte en metros por minuto /Π x diámetro en milímetros. |
EJEMPLOS.-
Pieza de latón corriente. Velocidad de corte 200 ft/min ó 62 mts/min. Diámetro de 1 pulgada = 25,4 m/m.
1ª fórmula = 800 r.p.m.
2ª fórmula = 800 r.p.m.
3ª fórmula = 789,5 r.p.m.
MECANIZADO DE DISTINTOS MATERIALES.-
Se debe insistir en que la siguiente tabla es solo orientativa para el aficionado, quien por su experiencia la amoldará a sus necesidades y a las características de sus máquinas.
- Acero corriente: R.P.M medias para desbastado. R.P.M. altas para acabados con corte poco profundo y avance lento. Mucha lubricación y refrigeración. A veces R.P.M. lentas también para los acabados.
- Aceros duros aleados: R.P.M. medias para desbastado. R.P.M. altas para acabados, con corte poco profundo, avance lento y con mucha y constante lubricación y refrigeración.
- Aceros inoxidables: R.P.M. medias para desbaste y bajas para acabados. Necesaria constante lubricación y enfriamiento con corte y avance muy pequeños por la extrema temperatura que produce al mecanizado. Re-afilar la herramienta varias veces si es necesario por la gran tenacidad del material.
- Cobre: R.P.M. altas, corte poco profundo y avance lento. Lubricar abundantemente con aceite.
- Aluminios (todos): R.P.M. altas y buena lubricación con parafina o taladrina. Los otros parámetros del mecanizado son similares a los del acero.
- Hierro fundido: Mecanizar en seco con herramientas usadas para los aceros (mejor de widea), bajas R.P.M., profundidad de corte media (excepto la primera de desbaste que será profunda para eliminar la dura capa exterior de la fundición con los restos de arena incrustados), y avance lento.
- Latones y bronces: Mecanizado en seco (a veces con parafina). R.P.M. altas, corte poco profundo y avance lento.
MARCADO DE LAS PIEZAS.-
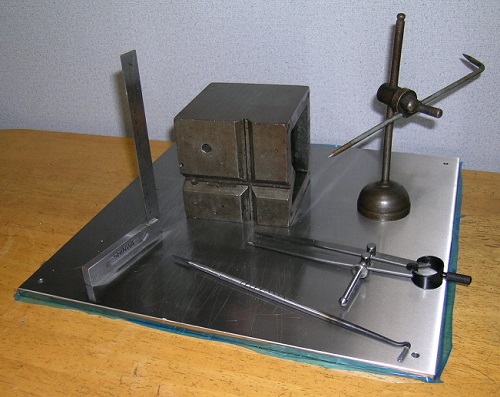
El marcado de las piezas es un proceso de la máxima importancia para poder contar con una buena referencia a la hora de mecanizar, especialmente en la fresadora. Para ello se limpia primero la superficie de la pieza en bruto con disolvente no graso, y después se pintan con un spray de pintura de marcado que seca casi instantáneamente (suele ser de color blanco o azul). Sobre ésta superficie se marcan entonces todos los contornos y puntos de taladro con regla, compas o punteros bien afilados, y que harán que las marcas destaquen perfectamente sobre la imprimación.
|
36 imágenes en esta categoría
4274562 Páginas visualizadas
|
|